SteelConstruction.info
On december 27, 2021 by adminDenna artikel behandlar momentresistenta anslutningar som används vid konstruktion av en- och flervåningsbyggnader där kontinuerliga ramar används.
I artikeln diskuteras de typer av momentresistenta anslutningar som oftast används. Användningen av standardförbindelser för anslutningar mellan balkar till pelare och balkar till balkar beaktas och en översikt över konstruktionsförfarandena, baserade på Eurocode 3, presenteras. Både skruvade och svetsade anslutningar beaktas. Kolonnskarvar och kolonnbaser presenteras också.
Typer av momenthållande anslutningar
Momenthållande anslutningar används i flervåningsbyggnader utan förband och i portalstommebyggnader i en våning. Anslutningar i flervåningsstommar är oftast skruvförband, slutplåtsförband med fullt djup eller förlängda slutplåtsförband. Om en djupare förbindelse krävs för att ge en större hävstångsarm för bultarna kan en skruvförbindelse användas. Eftersom det medför extra tillverkning bör denna situation dock undvikas om möjligt.
För portalramkonstruktioner används nästan alltid skruvade momentmotståndsförbindelser vid takfoten och topparna av en ram, eftersom skruvförbindelsen inte bara ger ett ökat förbindningsmotstånd, utan också ökar spantets motståndskraft.
De vanligaste momentmotståndsförbindelserna är skruvade ändplåtsförbindelser mellan balkar och pelare; dessa visas i figuren nedan.
-
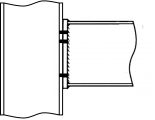
Fullt djup ändplatta
-
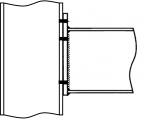
Utvidgad ändplatta
-
.
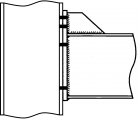
förstärkt förlängd ändplatta
-
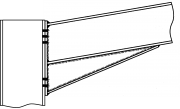
Spetsad balk
Istället för skruvade balkar-till pelare, kan svetsade anslutningar användas. Dessa anslutningar kan ge full momentkontinuitet men är dyra att tillverka, särskilt på plats. Svetsade anslutningar mellan balk och pelare kan förberedas i tillverkningsverkstaden med en skruvad skarvförbindelse inom balkspammet, i ett läge med lägre böjmoment. Svetsade anslutningar används också för konstruktion av byggnader i seismiska områden.
Andra typer av momenthållande anslutningar inkluderar:
- Splitter i pelare och balkar, inklusive toppförbindelser i portalstommar, och
- pelarfötter.
En aspekt som inte behandlas i den här artikeln är svetsade skarvar mellan ihåliga profiler. Vägledning om utformning av svetsade fogar för Celsius®355 och Hybox®355 hålprofiler finns dock tillgänglig från Tata Steel.
Klassificering av fogar
Design av fogar i stålkonstruktioner i Storbritannien omfattas av BS EN 1993-1-8 och dess nationella bilaga.
BS EN 1993-1-8 kräver att fogar ska klassificeras efter styvhet (som styva, halvsäkra eller nominellt pinnade) eller efter hållfasthet (som fullhållfasta, delvis hållfasta eller nominellt pinnade). Styvhetsklassificeringen är relevant för elastisk analys av ramar, medan hållfasthetsklassificeringen är relevant för ramar som analyseras plastiskt. I standarden definieras ledmodeller som enkla, halvkontinuerliga eller kontinuerliga, beroende på styvhet och hållfasthet. Momentmotståndskraftiga leder är vanligtvis styva och antingen helt eller delvis starka och lederna är därför antingen kontinuerliga eller halvkontinuerliga.
I de flesta situationer är avsikten med konstruktionen att momentresistenta leder ska vara styva och modelleras som sådana i ramanalysen. Om lederna i själva verket är halvstyva måste ledens beteende beaktas i ramanalysen, men UK NA avråder från detta tillvägagångssätt tills erfarenhet har vunnits med den numeriska metoden för beräkning av rotationsstyvhet.
Klausul 5.2.2.1(2) i BS EN 1993-1-8 noterar att en förbindelse kan klassificeras på grundval av experimentella bevis, erfarenhet av tidigare tillfredsställande prestanda i liknande fall eller genom beräkningar baserade på provningsbevis.
Den brittiska nationella bilagan ger ytterligare förtydliganden, och i NA.2.6 kommenterar att anslutningar som är konstruerade i enlighet med SCI P207. (BS 5950-versionen av Green Book om momentförband) kan klassificeras i enlighet med rekommendationerna i den publikationen.
SCI P207 har uppdaterats för att ta hänsyn till BS EN 1993-1-8 och har återutgivits som SCI P398 .
Klassificering av styva skarvar
Välproportionerliga anslutningar som följer standardiseringsrekommendationerna i SCI P398 och som är konstruerade enbart med avseende på hållfasthet kan i allmänhet antas vara styva för skarvar i portalstommar med en våning . För oförstärkta ramar med flera våningar är rotationsstyvhet grundläggande för att bestämma ramens stabilitet. Konstruktören måste därför antingen utvärdera förbindelsernas styvhet (i enlighet med BS EN 1993-1-8) och ta hänsyn till detta i ramkonstruktionen och bedömningen av ramens stabilitet eller, om stela leder har antagits i ramanalysen, se till att förbindelsernas konstruktion överensstämmer med detta antagande. För en ändplåtsförbindelse kan det antas att förbindelsen är styv om båda följande krav är uppfyllda:
- Med relativt tjocka ändplattor och eventuellt en styv kolonnfläns
- Skolonnväggspanelens skjuvkraft överskrider inte 80 % av det konstruktionsmässiga skjuvmotståndet. Om detta inte är möjligt bör en starkare pelare användas eller lämplig förstärkning tillhandahållas.
Om en styv förbindelse inte kan antas, bör förbindelsen antas vara ”halvsjälvhämmande” och förbindelsernas flexibilitet tillåtas i bedömningen av ramens stabilitet.
Kostnader
Momentmotståndskraftiga förbindningar är alltid dyrare att tillverka än enkla (endast skjuv) anslutningar. Även om materialkostnaden för komponenterna i förbindelsen (plattor, bultar etc.) kanske inte är så stor, kräver momentresistenta förband i allmänhet mer svetsning än andra förband. Svetsning är en dyr operation och innebär också inspektion efter att svetsarna är färdiga.
Lokal förstärkning medför ytterligare kostnader: att öka motståndskraften hos huvudelementen bör alltid övervägas som ett kostnadseffektivt alternativ. Lokal förstärkning gör ofta anslutningarna till den mindre axeln svårare att åstadkomma, vilket ger ytterligare kostnader.
Häften innebär en stor mängd svetsning och är därför dyra. När de används för att öka motståndskraften hos elementet, t.ex. i en takbjälke med portalstomme, är deras användning motiverad, men sponter kan vara ett dyrt alternativ om de endast tillhandahålls för att göra en skruvförbindelse genomförbar.
Standardförbindelser
Och även om det inte finns några standardförbindelser som är momentbeständiga är standardiseringsprinciperna fortfarande viktiga för den strukturella effektiviteten, kostnadseffektiva konstruktioner och säkerheten. Följande riktlinjer rekommenderas i allmänhet, åtminstone för inledande konstruktionsändamål:
- M20 eller M24 egenskapsklass 8.8 bultar, fullt gängade
- Bultar med 90 eller 100 mm tvärcentrum (”gauge”)
- Bultar med 90 mm vertikalt centrum (”pitch”)
- S275- eller S355-beslag (ändplattor, skarvplattor och förstyvningar)
- 20 mm ändplattor med M20-bultar; 25 mm ändplattor med M24-bultar.
Skruvförband mellan balkar och pelare
Boltade ändplåtsförband mellan balkar och pelare med I- eller H-profil som visas i figuren nedan utformas med hjälp av det tillvägagångssätt som beskrivs i BS EN 1993-1-8. Skruvade ändplåtsskarvar och toppförband, som använder liknande konstruktionsmetoder, behandlas i avsnittet om skarvar.
Konstruktionsunderlag
Motståndet i en skruvad ändplattförbindelse tillhandahålls av en kombination av dragkrafter i bultarna intill den ena flänsen och tryckkrafter i lagret vid den andra flänsen. Om det inte finns en axialkraft i balken är de totala drag- och tryckkrafterna lika stora och motsatta. Vertikal skjuvning motverkas av bultar i lager och skjuvning; kraften antas vanligtvis motverkas huvudsakligen av bultar i anslutning till tryckflänsen. Dessa krafter illustreras schematiskt i figuren till höger.
I det yttersta gränstillståndet är rotationscentrumet vid, eller nära, kompressionsflänsen och för att förenkla konstruktionen kan man anta att kompressionsmotståndet är koncentrerat till nivån för flänsens centrum.
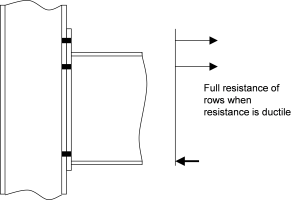
Bultraden längst bort från kompressionsflänsen tenderar att dra till sig den största dragkraften och konstruktionspraxis har tidigare varit att anta en ”triangulär” fördelning av krafterna, i proportion till avståndet från bottenflänsen. Om antingen pelarflänsen eller ändplattan är tillräckligt flexibel (enligt definitionen i NA.2.7 i UK NA) för att uppnå ett duktilt beteende, kan de lägre radernas fulla motståndskrafter användas (detta kallas ibland för en ”plastisk fördelning av bultradskrafterna”).
- Kraftfördelning i bultarna
-
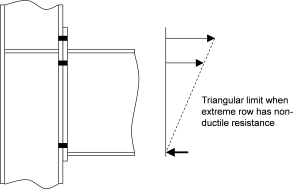
Triangulär fördelning
-
.
”Plastisk” fördelning
Konstruktionsmetod
Den fullständiga konstruktionsmetoden för en ändplåtsförbindelse är nödvändigtvis ett iterativt förfarande: En konfiguration av bultar och, om nödvändigt, styvheter väljs ut. Konfigurationens motståndskraft utvärderas. Konfigurationen modifieras sedan för större motståndskraft eller större ekonomi, beroende på vad som är lämpligt.
| STEG 1 | Beräkna de effektiva spänningsmotstånden för bultraderna. Detta innebär att man beräknar motståndet hos bultarna, ändplattan, pelarflänsen, bjälklagen och pelarstommen. Det effektiva motståndet för varje rad kan vara det för raden isolerat, eller som en del av en grupp av rader, eller kan begränsas av en ”triangulär” fördelning från kompressionsflänsnivå.
Slutsatsen i detta steg är en uppsättning spänningsmotstånd, ett värde för varje bultrad, och summan av alla bultrader för att ge det totala motståndet i spänningszonen. |
| STEG 2 | Beräkna motstånden för pelarväggens tryckzon, med hänsyn till skjuvkraften i pelarväggen, och för balkflänsen. |
| STEG 3 | Beräkna skjuvmotståndet i pelarbanan. |
| STEG 4 | Om det totala dragmotståndet överstiger tryckmotståndet (steg 2) eller kolonnväggens skjuvmotstånd (steg 3), beräkna reducerade effektiva dragmotstånd för bultraderna, där det är nödvändigt för att säkerställa jämvikt.
Beräkna momentmotståndet. Detta är summan av produkterna av bultradskraften multiplicerad med respektive hävstångsarm, beräknad från kompressionscentrum. |
| STEG 5 | Beräkna skjuvmotståndet för bultraderna. Motståndet tas som summan av det fulla skjuvmotståndet för den nedersta raden (eller raderna) av bultar (som inte antas motstå spänning) och 28 % av skjuvmotståndet för bultarna i spänningszonen (genom att konservativt anta att de utnyttjas fullt ut vid spänning). |
| STEG 6 | Kontrollera lämpligheten av eventuella förstyvningar i konfigurationen. |
| STEG 7 | Kontrollera lämpligheten av svetsarna i anslutningen. (Observera att svetsarnas storlek inte är kritisk i de föregående stegen).
Komponenter i kompression i direkt lager behöver endast en nominell svets, såvida inte momentomvändning måste beaktas. |
Verifieringen av motståndskraften hos en svetsad ändplåtsförbindelse med hänsyn till var och en av de komponenter som ingår i förbindelsen illustreras i figuren till höger och den tillhörande tabellen nedan.
| Zon | Ref | Komponent | Procedur |
|---|---|---|---|
| Spänning | a | Boltspänning | Steg 1a |
| b | Böjning av ändplatta | Steg 1a | |
| c | Spelarfläns böjning | Steg 1a | |
| d | Spänning av balkens bana | Steg 1b | |
| e | Spänning av pelarens bana | Steg 1b | |
| f | Svetsning av fläns till ändplatta | Steg 7 | |
| g | Svetsning av bana till ändplatta | Steg 7 | |
| Horisontell skjuvning | h | Skolonnväggpanelens skjuvning | Steg 3 |
| Kompression | j | Balksflänsens kompression | Steg 2 |
| k | Svetsning av balkfläns | Steg 7 | |
| I | Skolonnvägg | Steg 2 | |
| Vertikal skjuvning | m | Svetsning av spant till ändplatta | Steg 7 |
| n | Bultskjuvning | Steg 5 | |
| p | Bultlager (platta eller fläns) | Steg 5 |
De beräkningar som motsvarar de konstruktionssteg som anges ovan beskrivs utförligt i SCI P398 avsnitt 2.5.
Metoder för förstärkning
Ett omsorgsfullt val av element under konstruktionen gör att man ofta undviker behovet av förstärkning av skarven, vilket leder till en mer kostnadseffektiv konstruktion. Ibland finns det dock inget alternativ till att förstärka en eller flera av anslutningszonerna. Utbudet av förstyvningar som kan användas visas i figurerna nedan.
Typen av förstärkning måste väljas så att den inte krockar med andra komponenter vid anslutningen. Detta är ofta ett problem med konventionella styvningar när sekundära balkar ansluts till pelarbanan.
Det finns vanligtvis flera sätt att förstärka varje zon och många av dem kan bidra till att överbrygga en brist i mer än ett område, vilket visas i tabellen nedan.
| Typ av pelarförstärkning | Missförhållande | |||||||
|---|---|---|---|---|---|---|---|---|
| Väv i dragning | Fläns i lager | Väv i tryck | Väv i skjuvning | |||||
|
– | – | – | – | ||||
| – | – | – | ||||||
| Supplementära webbplattor | – | – | – | |||||
| Diagonala styvheter (N & K) | – | – | – | |||||
| Morrisstyvheter | – | – | – | – | ||||
| Flänsstödplattor | – | |||||||
Svetsade balkar-till pelarförbindelser
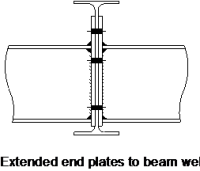
Avsikten med svetsade konstruktioner är att se till att huvudförbindelserna mellan balkar och pelare tillverkas i en fabriksmiljö och att de kan vara styva förband med full hållfasthet. För att uppnå detta, samtidigt som styckena hålls tillräckligt små för att kunna transporteras, svetsas korta stubbar av balksektionen till pelarna. Anslutningen av stubben till resten av balken görs normalt med en bultad täckplåtskoppling. Observera att de skruvade skarvarna bör använda förspända skruvförband.
Ett typiskt arrangemang för ett flervåningshus visas i figuren nedan.
Fabrikssvetsade förband
En typisk fabrikssvetsad förbindelse, som visas i figuren till höger, består av en kort sektion av en balkstump som fabriksvetsas på kolonnens flänsar och en avsmalnande stump som svetsas in i kolonnens innerprofil på den andra axeln. Stubbarna är förberedda för bultning eller svetsning med täckplattor vanligtvis på en plats där böjmomentet har minskat.
Fördelarna med detta tillvägagångssätt är:
- Effektiva momentförbindelser med full hållfasthet – All svetsning till pelaren sker under kontrollerade förhållanden
- Arbetsstycket kan vridas för att undvika eller minimera positionssvetsning.
Nackdelarna är:
- Mer anslutningar och därmed högre tillverkningskostnader
- Skolonnträdets stubbar gör komponenten svår att hantera och transportera
- Balkens skarvar måste bultas eller svetsas i luften på ett visst avstånd från kolonnen
- Flänsskarvplåtarna och bultarna kan störa vissa typer av golv, t.ex. prefabricerade enheter eller metalldäck.
Praktiska överväganden
Kontinuerliga filetsvetsar är det vanliga valet för de flesta små och medelstora balkar med flänsar med tjocklek upp till 17 mm. Många stålbyggnadsentreprenörer föredrar dock att övergå till stumsvetsar med partiell penetrering med överlagrade fyllningar eller stumsvetsar med full penetrering i stället för att använda fyllningssvetsar som är större än 12 mm.
För att bidra till att ge god åtkomst för svetsning under tillverkningen kan kolonnskaften monteras i speciella manipulatorer och roteras för att underlätta svetsning i nedåtriktat handläge till varje stubbe.
Konstruktionsmetod
I statiskt bestämda ramar är en förbindelse med partiell hållfasthet som är tillräcklig för att motstå konstruktionsmomentet tillfredsställande.Om ramen är statiskt obestämd måste förbindningarna ha tillräcklig duktilitet för att kunna ta hänsyn till eventuella felaktigheter i konstruktionsmomentet som uppstår t.ex. på grund av ramens ofullkomlighet eller sättningar av stöd. För att uppnå detta måste svetsarna i anslutningen ha full hållfasthet.
| STEG 1 | Beräkna konstruktionskrafterna i balkens drag- och tryckflänsar. Närvaron av bommen kan försummas när dessa krafter bestäms. |
| STEG 2 | Beräkna motstånden i spänningszonen och verifiera att de är tillräckliga. Om motstånden för en oförstärkt pelare är otillräckliga, bestäm motståndet för en förstärkt pelare och kontrollera att det är tillräckligt. Normalt krävs det förstärkningar i kolonnens flänsar. |
| STEG 3 | Beräkna motstånden i kompressionszonen och kontrollera att de är tillräckliga. Om motståndet för en oförstärkt pelare är otillräckligt, bestäm motståndet för en förstärkt pelare och kontrollera att det är tillräckligt. |
| STEG 4 | Kontrollera om pelarväggspanelen är tillräcklig i skjuvning. Om den oförstärkta panelen är otillräcklig kan den förstärkas, som för en ändplattförbindelse. |
| STEG 5 | Kontrollera att svetsarna till flänsarna och stommen är tillräckliga. |
Verifieringen av motståndskraften hos en svetsad förbindelse mellan balk och pelare med hänsyn till var och en av de komponenter som ingår i förbindelsen illustreras i figuren till höger och listas i den tillhörande tabellen nedan.
| Zone | Ref | Komponent | Procedur |
|---|---|---|---|
| Spänning | a | Balkfläns | Steg 2 |
| b | Spelarvägg | Steg 2 | |
| Kompression | c | Balkfläns | Steg 3 |
| d | Skolonnvägg | Steg 3 | |
| Horisontell skjuvning | e | Spelarbanans panelskjuvning | Steg 4 |
| Sköldar | f, g | Svetsar på flänsar | Steg 5 |
| h | Svetsar på spant | Steg 5 |
Beräkningarna som motsvarar de konstruktionssteg som anges ovan beskrivs utförligt i SCI P398 avsnitt 3.4.
Splitter
Designen av balk- och kolonnskarvar mellan H- eller I-sektioner som utsätts för böjmoment, axiella krafter och tvärgående skjuvkrafter omfattar följande typer av skarvar:
- Boltade täckplåtsskarvar
- Boltade ändplåtsskarvar
- Svetsade skarvar.
Designen av skruvade pelarskarvar som utsätts för dominerande tryckkrafter behandlas i artikeln om enkla anslutningar och mer detaljerat i SCI P358 .
Skruvade täckplåtsskarvar
Anslutningsdetaljer
Typiska skruvade täckplåtsskarvarvarrangemang visas i figuren.
I en balkskarv finns det en liten lucka mellan de två balkenheterna. För små balksektioner kan det räcka med enstaka täckplåtar för flänsarna och stommen. För symmetriska tvärsnitt används normalt ett symmetriskt arrangemang av täckplåtar, oavsett de relativa storlekarna av konstruktionskrafterna i flänsarna.
Skolonnskarvar kan vara antingen av bärande eller icke bärande typ. Konstruktionsanvisningar för pelarskarvar av bärande typ ges i SCI P358. Icke-bärande kolonnskarvar kan anordnas och konstrueras på samma sätt som för balkskarvar.
Konstruktionsunderlag
En balkskarv (eller en icke-bärande kolonnskarv) motstår det samverkande konstruktionsmomentet, axialkraften och skjuvningen i balken genom en kombination av drag- och tryckkrafter i flänsens täckplattor och skjuv-, böj- och axialkrafter i bakkantens täckplattor.
För att uppnå en klassificering av styvskarvad skarv måste anslutningarna konstrueras som halksäkra anslutningar. Det är vanligtvis bara nödvändigt att tillhandahålla glidmotstånd vid SLS (kategori B enligt BS EN 1993-1-8, 3.4.1), men om en styv förbindelse krävs vid ULS måste glidmotstånd vid ULS tillhandahållas (kategori C-förbindelse).
I elastiskt analyserade konstruktioner krävs inte skruvade täckplåtsskarvar för att ge bjälklagssektionen full hållfasthet, utan endast för att ge tillräckligt motstånd mot de dimensionerande momenten och krafterna vid skarvplatsen. Observera dock att när skarvar är placerade i en del som är bort från en position för sidobegränsning, måste ett konstruktionsmässigt böjmoment kring sektionens lilla axel, som representerar andra ordningens effekter, beaktas.
Styvhet och kontinuitet
Skarvar måste ha tillräcklig kontinuitet kring båda axlarna. Flänsplattorna bör därför vara minst lika breda och tjocka som balkens flänsar och bör sträcka sig minst lika långt som flänsbredden eller 225 mm på vardera sidan av skarven. Minimikrav för hållfasthet anges i BS EN 1993-1-8 klausul 6.2.7.1 (13) och (14). Konstruktörer bör också se SCI:s Advisory Desk note AD393.
Konstruktionsmetod
Konstruktionsprocessen för en balkskarv inbegriper valet av storlekar på täckplåtar och konfiguration av bultar som kommer att ge tillräcklig konstruktionsbeständighet för skarven. Processen har ett antal olika steg som beskrivs nedan.
| STEG 1 | Beräkna designspännings- och kompressionskrafter i de två flänsarna, på grund av böjningsmomentet och axialkraften (om sådan finns) vid skarvplatsen. Dessa krafter kan bestämmas på grundval av en elastisk spänningsfördelning i balksektionen eller, konservativt, genom att ignorera bidraget från bandet.
Beräkna skjuvkrafter, axialkrafter och böjmoment i bantningsplåtarna för bandet. Böjmomentet i täckplåtarna är den del av momentet på hela sektionen som bärs upp av bommen (oavsett konservativ omfördelning till flänsarna – se BS EN 1993-1-8, 6.2.7.1(16)) plus det moment som beror på excentriciteten hos den skruvgrupp som motstår skjuvning från skarvens mittlinje. |
| STEG 2 | Bestäm skruvmotstånden och verifiera att de är tillräckliga, i flänsarna och i spanten. |
| STEG 3 | Verifiera att spänningsflänsen vid skarven och täckplattorna är tillräckliga. |
| STEG 4 | Kontrollera att tryckflänsen är lämplig vid skarven och täckplåtarna. |
| STEG 5 | Säkerställ att det finns ett minimalt motstånd för att säkerställa balkens kontinuitet. |
Ovanstående steg innebär bestämning av motståndsvärden för elva distinkta komponenter i en skruvförbandsskarv, som illustreras i figuren till höger och listas i den tillhörande tabellen nedan.
| Zone | Ref | Komponent | Steg |
|---|---|---|---|
| Spänning | a | Flänsskyddsplatta(n) | 3 |
| b | Bult skjuvning | 2 | |
| c | Bultlager | 2 | |
| d | Fläns | 3 | |
| Kompression | e | Fläns | 4 |
| f | Täckplatta(n) | 4 | |
| g | Bultskjuvning | 2 | |
| h | Bultlager | 2 | |
| Skärning | j | Boltskyddsplatta(n) | 1 |
| k | Bultskjuvning | 1 | |
| l | Bultlager | 1 |
Beräkningarna som motsvarar de konstruktionssteg som anges ovan beskrivs i detalj i SCI P398 avsnitt 4.2.
Skruvade ändplåtsskarvar
Anslutningsdetaljer
Skruvade ändplåtsskarvarvförbindelser, som skarvar eller som spetsförbindelser i portalstommar, är i själva verket balksidan av balk-till-stolpe-förbindelserna, som är spegelvända för att bilda ett par. Denna form av anslutning har den fördelen jämfört med täckplåttypen att förspända bultar (och den därav följande nödvändiga förberedelsen av kontaktytorna) inte krävs. De är dock mindre styva än skarvdetaljer med täckplåt.
Skarvförbindelsen ”portal apex haunch” används regelbundet i portalstommar i en våning och antas vanligen vara ”styv” vid elastisk global analys.
Konstruktionsmetod
Konstruktionsmetoden är i huvudsak den som beskrivs för för anslutningar mellan balkar och pelare, men utvärdering av pelarresistanserna utelämnas. De relevanta stegen och motsvarande beräkningar beskrivs i SCI P398 avsnitt 4.3.
Momentförbindelser mellan balkar och balkar
Anslutningsdetaljer
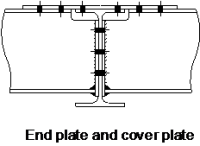
Förbindelser mellan balkar och balkar görs vanligen med hjälp av ändplattanslutningar med icke förspända bultar; typiska detaljer visas i figuren nedan. Icke-förspända bultar kan användas när det endast finns ändplattor, men när även en täckplatta används bör förspända bultar användas för att förhindra glidning vid ULS.
- Typiska skarvar för balkar genom balkar
-
-

.
-
Konstruktionsmetod
Om det inte finns någon täckplatta, kan konstruktionsmetoden för ändplåtsskarvar användas. Om en täckplatta används ska den konstrueras som för en täckplåtsskarv; man kan konservativt anta att ändplattans bultar endast bär vertikal skjuvning.
Förbindelsen mellan täckplåten och stödbalken är vanligtvis endast nominell, eftersom det moment som överförs i torsion till stödbalken normalt är mycket blygsamt.
De relevanta stegen och motsvarande beräkningar beskrivs i SCI P398 avsnitt 4.4.
Svetsade skarvar
Anslutningsdetaljer
Svetsade butikssskarvar används ofta för att sammanfoga kortare längder som levereras från fabriker eller lagerhållare. Under dessa omständigheter görs svetsarna alltid med full hållfasthet genom stumsvetsning av flänsar och bågar. Små hål för att underlätta svetsningen av flänsen kan bildas i stammen.
Om de sektioner som ska sammanfogas inte kommer från samma ”valsning” och följaktligen varierar något i storlek på grund av valsningstoleranser, är det vanligt att en delningsplatta tillhandahålls mellan de två sektionerna. När komponenter av olika seriestorlek sammanfogas med denna metod, behövs en bantförstärkare i den större sektionen (som är riktad mot flänsen på den mindre sektionen), eller så kan en stötbåge tillhandahållas för att matcha djupet på den större dimensionen.
En platsskarv kan göras med filtssvetsade täckplattor, som ett alternativ till en stumsvetsad detalj. Bultar kan finnas i täckplåtarna för tillfällig anslutning under monteringen.
Konstruktionsunderlag
För svetsade skarvar är det allmänna konstruktionsunderlaget:
- För statiskt obestämda stommar, oavsett om de är plastiskt eller elastiskt konstruerade, bör svetsar med full hållfasthet tillhandahållas till flänsarna och stommen
- Inför statiskt bestämda stommar kan skarvar konstrueras för att motstå ett konstruktionsmoment som är mindre än momentmotståndet i elementet, i vilket fall:
- Flänsens svetsar ska utformas för att motstå en kraft som är lika med konstruktionsmomentet dividerat med avståndet mellan flänsens centroider.
- Svetsarna på banan ska konstrueras för att motstå den konstruktionsmässiga skjuvningen.
- Om det finns en axiell kraft bör den delas mellan flänsarna och svetsarna konstrueras för denna kraft utöver den kraft som beror på konstruktionsmomentet.
Kravet på full hållfasthet för obestämd behövs för att säkerställa att en skarv är tillräckligt stark för att klara av eventuella felaktigheter i konstruktionsmomentet, som till exempel uppstår på grund av brister i ramarna, approximationer i modelleringen eller sättningar av stöd.
Kolonnbaser
Ett exempel på en kolonnbas som kan överföra moment och axialkraft mellan ståldelar och underkonstruktioner av betong vid kolonnernas bas visas i figuren till vänster. Exemplet visar en kolonnbas med en oförstärkt bottenplatta. Förstärkta basplåtsförbindelser och kolonnbaser gjutna i fickor är andra tillgängliga alternativ. Styva basförbindelser är dock inte vanligt förekommande på grund av de tillhörande grundläggningskostnaderna.
Konstruktionsunderlag
En kolonnbasförbindelse är konstruktionsmässigt i huvudsak en skruvad ändplåtsförbindelse med vissa speciella egenskaper:
- Axiella krafter är viktigare än vad som i allmänhet är fallet i ändplåtsförband.
- I kompression fördelas dimensioneringskraften över en kontaktyta mellan stål och betong som bestäms av betongens hållfasthet och packningsbruk eller injekteringsbruk.
- I dragning överförs kraften genom nedhållande bultar som är förankrade i betongunderkonstruktionen.
Som en följd av detta tenderar en oförstärkt bottenplatta att vara mycket tjock, i jämförelse med ändplattor i balk-till-stolpe-anslutningar.
Som oftast kan momentet verka i båda riktningarna och symmetriska detaljer väljs. Det kan dock finnas omständigheter, t.ex. vissa portalstommar, där asymmetriska detaljer kan vara lämpliga.
Förbindelsen måste vanligtvis överföra horisontell skjuvning, antingen genom friktion eller via bultarna. Det är inte rimligt att horisontell skjuvning fördelas jämnt till alla bultar som passerar genom frihål i bottenplattan, såvida inte brickplattor svetsas över bultarna i det slutliga läget. Om den horisontella skjuvningen är stor kan det vara lämpligare med en skjuvstump som svetsas fast på bottenplattans undersida. I alla fall är injekteringen av basen en kritisk operation och kräver särskild uppmärksamhet.
Konstruktionsmetod
Designprocessen kräver ett iterativt tillvägagångssätt där en försöksstorlek för basplattan och en bultkonfiguration väljs och där motstånden mot det kombinerade axialkraft- och momentområdet sedan utvärderas.De relevanta stegen och motsvarande beräkningar beskrivs i SCI P398 avsnitt 5.5.
Klassificering av pelarbasförbindelser
Basförbindelsens styvhet har i allmänhet större betydelse för ramens prestanda än andra förbindelser i konstruktionen. De flesta oförstärkta basplattor är väsentligt styvare än en typisk ändplattedetalj. Grundplattans tjocklek och förkompression från pelaren bidrar till detta.Ingen grundförbindelse är dock styvare än fundamentet och i sin tur marken till vilken momentet överförs.Mycket kan bero på egenskaperna hos dessa andra komponenter, som bland annat innefattar benägenhet att krypa vid långvarig belastning.Grundförbindelsen kan inte betraktas som ”styv” om inte betongunderlaget som den ansluter till är relativt styvt i sig självt. Ofta kommer detta att vara uppenbart vid inspektion.
Ytterligare läsning
- Steel Designers’ Manual 7th Edition. Redaktörer B Davison & G W Owens. The Steel Construction Institute 2012, kapitel 28
- Architectural Design in Steel – Trebilcock P and Lawson R M published by Spon, 2004
Resurser
- SCI P358 Joints in Steel Construction – Simple Joints to Eurocode 3, 2014
- SCI P398 Fog i stålkonstruktioner – Momentbeständiga fogar enligt Eurokod 3, 2013
- National Structural Steelwork Specification (6th Edition), Publication No. 57/17, BCSA 2017
- Stålbyggnader i Europa. Stålbyggnader i en våning; Del 11: Momentförbindelser.
- Design av svetsförband – Celsius®355 och Hybox®355, 2013, Tata Steel
Se även
- Multi-våningshus
- Kontinuerliga ramar
- Modellering och analys
- Enkla kopplingar
- Portalramar
- Framställning
- Svetsning
- Byggnation
- Förspända skruvar
Lämna ett svar