Förtillverkningsprocesser 4-5
On oktober 29, 2021 by adminEnhet 1: Motorsvarv
När du har slutfört den här enheten ska du kunna:
– Identifiera de viktigaste delarna av svarven och deras funktioner.
– Förstå säkerhetsreglerna för svarven. – Beskriva inställning av ett skärande verktyg för bearbetning.
– Beskriva montering av arbetsstycket i svarven.
– Förklara hur man installerar skärande verktyg.
– Beskriva positionering av verktyget.
– Beskriva hur man centrerar arbetsstycket och centrerar bakstycket.
Beskrivning
Drejskivan är en mycket mångsidig och viktig maskin att känna till hur den ska användas. Denna maskin roterar ett cylindriskt föremål mot ett verktyg som individen styr. Svarven är föregångaren till alla verktygsmaskiner. Arbetet hålls och roteras på sin axel medan skärverktyget avancerar längs linjen för ett önskat snitt. Svarven är en av de mest mångsidiga verktygsmaskiner som används inom industrin. Med lämpliga redskap kan svarven användas för svarvning, avsmalning, formsvarvning, skruvskärning, fasning, avtrubbning, borrning, snurrning, slipning och polering. Skärande operationer utförs med ett skärande verktyg som matas antingen parallellt med eller i rät vinkel mot verkets axel. Skärverktyget kan också föras i en vinkel i förhållande till arbetsstyckets axel för att bearbeta koniskheter och vinklar. På en svarv roterar inte bakstycket. I stället roterar spindeln som håller fast materialet. Spännhylsor, centra, trebackiga chuckar och andra redskap som håller fast arbetet kan alla hållas i spindeln. I bakstycket kan man hålla verktyg för borrning, gängning, brotschning eller skärning av koner. Dessutom kan den stödja arbetsstyckets ände med hjälp av ett centrum och kan justeras för att anpassas till olika arbetsstyckslängder.
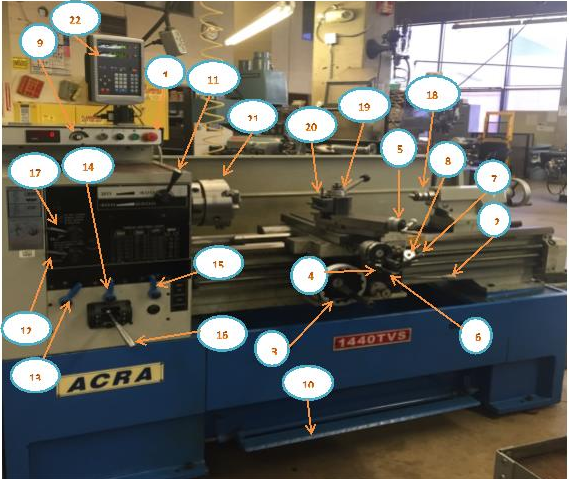
Figur 1. Delar i en svarv
1. Ström på/av
2. Spindel framåt/bakåt (vänd handtaget uppåt eller nedåt)
3. Handhjul för vagn 4. Handhjul för tvärmatning
5. Handhjul för sammansatt matning
6. Handhjul för vagn/ korsmatning
7. Halvmutter för gängning
8. Rattningsskiva för gängning
9. Spindelhastighet
10. Broms
11. Spindelns höga/låga intervall
12. Tråd/matning i omvänd riktning (tryck in/drag ut)
13. Matningsområden (A, B, C)
14. Matningsområden (R, S, T)
15. Matningsområden (V, W, X, Y, Z) – V och Z är inställningar för trådning
16. Växellåda
17. Växellåda låg/hög
18. Bakre stativ
19. Verktygsstolpe
20. Verktygshållare
21. Trebackig chuck
22. DRO (Digital Read Out) Threading/Feed Selector (se punkt15)
Säkerhet vid svarvning
Som alltid bör vi vara medvetna om säkerhetskraven och försöka följa säkerhetsreglerna för att undvika allvarliga skador på oss själva eller andra.
Bär glasögon, korta ärmar, ingen slips, inga ringar, inga försök att stoppa arbetet för hand. Stanna maskinen innan du försöker kontrollera arbetet. Vet du inte hur den fungerar? – ”Kör inte den”. Använd inte trasor när maskinen är igång.
1. Ta bort chucknyckeln från chucken omedelbart efter användning. Sätt inte igång svarven om chucken fortfarande sitter i chucknyckeln.
2. Vrid chucken eller frontplattan för hand om det inte finns problem med bindning eller spel.
3. Det är viktigt att chucken eller frontplattan är ordentligt fastspänd på svarvens axel.
4. Flytta verktygsbiten till ett säkert avstånd från chucken, spännhylsan eller frontplattan när du sätter in eller tar bort din del.
5. Placera verktygsstolphållaren till vänster om den sammansatta sliden. På så sätt säkerställs det att sammansättningsskenan inte kör in i spindeln eller chuckfästena.
6. När du installerar och tar bort chuckar, frontplattor och centra ska du alltid se till att alla motstående ytor är rena och fria från grader.
7. Se till att verktygsbitsen är vass och har korrekta frigångsvinklar.
8. Spänn in verktygsbitsen så kort som möjligt i verktygshållaren för att förhindra att den vibrerar eller går sönder.
9. Applicera och underhålla skärvätskor jämnt. Detta förhindrar morfinering.
10. Kör inte en gängad spindel i omvänd riktning.
11. Kör aldrig maskinen snabbare än den rekommenderade hastigheten för det specifika materialet.
12. Om en chuck eller en frontplatta har fastnat på spindelns nos, kontakta en instruktör för att ta bort den.
13. Om någon form av filning görs på ett arbete som roterar i svarven, fila med vänster hand för att förhindra att det glider in i chucken.
14. Stanna alltid maskinen innan du gör mätningar.
15. Stanna maskinen när du tar bort långa trådiga spånor. Ta bort dem med en tång.
16. Se till att bakre stativet är låst på plats och att rätt inställningar är gjorda om arbetet vänds mellan centra.
17. Vid svarvning mellan centra undviker du att skära helt genom arbetsstycket.
18. Använd inte trasor när maskinen är igång.
19. Ta bort verktygen från verktygsstolpen och bakstycket före rengöring.
20. Använd inte tryckluft för att rengöra svarven.
21. Var försiktig när du rengör svarven. Skärverktygen är vassa, spånen är vassa och arbetsstycket kan vara vasst.
22. Se till att maskinen är avstängd och ren innan du lämnar arbetsområdet. Ta alltid bort chucknyckeln efter användning, undvik hästspel, håll golvytan ren. Var försiktig när du rengör svarven, skärverktygen är vassa, spånen är vassa och arbetsstycket kan vara vasst.
Här är några frågor som är viktiga när du kör en svarv:
– Varför är det viktigt med rätt skärhastighet?
När den är inställd på en för hög hastighet går verktyget snabbt sönder, tid går förlorad på att byta ut eller renovera verktyget. För låg CS resulterar i låg produktion.
Känn till:
– Skärdjup för grovbearbetning.
– Skärdjup för finbearbetning.
Observera att de största grovbearbetningsskärningarna varierar mellan 0,010 och 0,030 beroende på vilket material som bearbetas, och 0,002 till 0,012 för finbearbetningsmatningen för de olika materialen.
– Matningsfrekvens för grovskärning
– Matningsfrekvens för slutskärning
Notera att matningsfrekvensen för grovskärningar varierar från 0,005 till 0,020 beroende på vilket material som bearbetas, och 0,002 till 0,004 för slutmatningen för de olika materialen.
Skärverktygsterminologi
Det finns många olika verktyg som kan användas för svarvning, ytbearbetning och avstyckning på svarven. Varje verktyg består vanligtvis av karbid som grundmaterial, men kan innehålla andra föreningar. Det här avsnittet behandlar de olika utseendena och användningsområdena för skärande verktyg för svarvning.
|
Figur A:visar ett standardverktyg för svarvning för att skapa en halvkvadratisk axel. Om det finns tillräckligt med material bakom skärkanten kan verktyget även användas för grovbearbetning. |
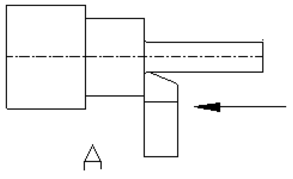 Figur A |
|
Figur B:visar ett standard svarvverktyg med en ledningsvinkel. Denna vinkel gör det möjligt att utföra tunga grovskärningar. Det är också möjligt att vrida verktyget för att skapa en halvkvadratisk axel. |
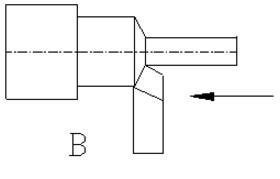 Figur B |
|
Figur C:nosen har en mycket stor radie, vilket underlättar för fina finesser på både lätta och tunga snitt. Verktyget kan också användas för att forma en hörnradie. |
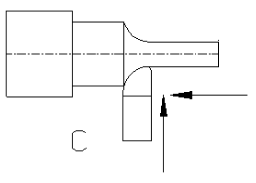 Figur C |
|
Figur D:visar ett roterat standardsvarvverktyg. Näsan leder fram till skäreggens skärkant för att skapa lätta finishenheter på ytterdiametern och axelns yta. |
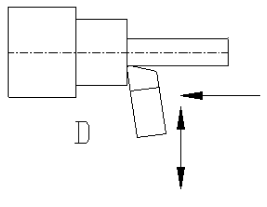
Figur D |
|
Figur E: Avbildar ett formverktyg. Olika former kan slipas in i verktyget som sedan återges på detaljen. |
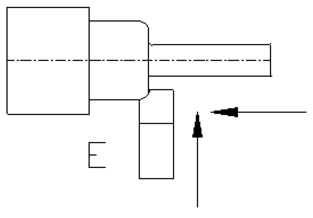 Figur E |
|
Figur F:visar ett ytverktyg. Detta fräsverktyg används för att vända på ändan av ett arbetsstycke för att ge en jämn och platt yta. Om materialet har ett hål i mitten, använd ett halvcenter för att stabilisera och stödja arbetsstycket. |
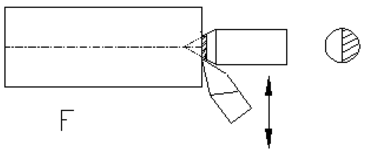 Figur F |
|
Figur G:visar ett verktyg för rillning eller underskärning. Som visas används det för att skära spår i arbetsstycket. När det finns rätt avstånd kan verktyget skära djupt eller skära till vänster eller höger. |
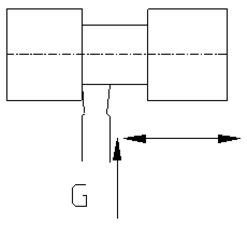 Figur G |
|
Figur H:visar ett avskiljningsverktyg. Avdelningsverktyg skär av materialet på en viss längd. Detta verktyg kräver ett förformat blad och hållare. |
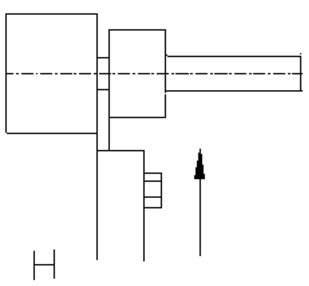 Figur H |
|
Figur I:visar ett 60° gängningsverktyg som används för att gänga material. |
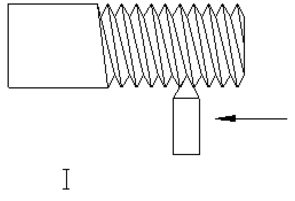 Figur I |
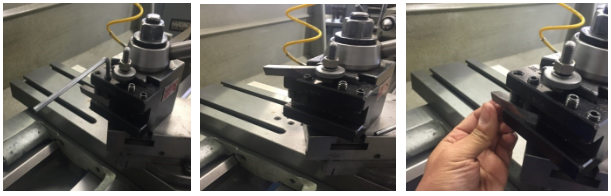
För att ställa in ett skärande verktyg för bearbetning
– Flytta verktygsstolpen till vänster om den sammansatta vilan.
– Montera en verktygshållare i verktygsstolpen så att ställskruven i verktygshållaren är cirka 1 tum utanför verktygsstolpen.
– Sätt in rätt skärverktyg i verktygshållaren så att verktyget sträcker sig 0,500 tum utanför verktygshållaren.
– Ställ in skärverktygets spets på centrumhöjd. Kontrollera den med en rak linjal eller en svans.
– Dra åt verktygsstolpen ordentligt för att förhindra att den rör sig under en skärning

Figur 2: Verktygsstolpe och verktygshållare
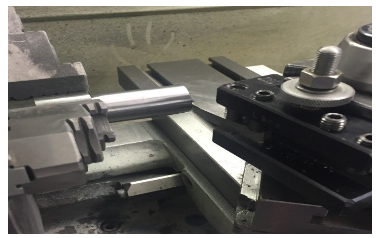
För att montera arbetsstycket i svarven
– Kontrollera att linjens centrum löper rakt. Om den inte löper rätt, ta bort centret, rengör alla ytor och byt ut centret. Kontrollera återigen att linjen stämmer.
– Rengör svarvspetsarna och centrumhålen i arbetsstycket.
– Justera bakre spindeln tills den sticker ut ca 3 tum utanför bakre spindeln.
– Lossa på svansstockens klämmutter eller spak.
– Placera arbetsstyckets ände i chucken och skjut svansstocken uppåt tills den stödjer arbetsstyckets andra ände.
– Dra åt svansstockens klämmutter eller spak.

Figur 3: Arbetsstycket i svarven
Installation av ett skärverktyg
– Verktygshållare används för att hålla kvar svarvskärverktygen.
– För att installera, rengör hållaren och dra åt bultarna.
– Svarvarens verktygshållare fästs på verktygsstolpen med hjälp av en snabbspak.
– Verktygsstolpen fästs på maskinen med en T-bult.
Figur 4: Installera ett skärverktyg
Positionering av verktyget
För att flytta om skärverktyget förflyttar du tvärsliden och svarvsadeln för hand. Kraftmatning finns också tillgänglig. Exakta förfaranden beror på maskinen. Förbandet ger en tredje rörelseaxel, och dess vinkel kan ändras för att skära koniska delar i vilken vinkel som helst.
1. Lossa de bultar som håller föreningen fäst vid sadeln.
2. Sväng föreningen till rätt vinkel med hjälp av mätinstrumentet som finns vid föreningens bas.
3. Dra åt bultarna igen.
4. Fräsen kan matas in för hand längs den valda vinkeln. Förbandet har ingen elektrisk matning.
5. Använd vid behov två händer för en jämnare matning. Detta ger en fin finish.
6. Både compound och tvärslid har mikrometervridskivor, men sadeln saknar en sådan.
7. Om mer noggrannhet behövs vid positionering av sadeln, använd en mätskiva som är fäst vid sadeln. Mätinstrumentet trycker mot anhållen.
Figur 5: Positionering av verktyget
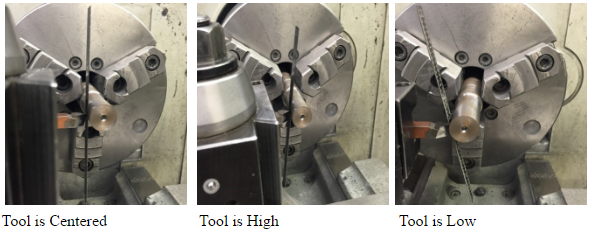
Centrering av arbetsstycket
Stålregel
1. Placera stålregeln mellan materialet och verktyget.
2. Verktyget är centrerat när regeln är vertikal.
3. Verktyget är högt när regeln lutar sig framåt.
4. Verktyget är lågt när regeln lutar sig bakåt.
Slutstyckets centrum
1. Hänvisa till centrum av bakre stativet när du ställer in verktyget.
2. Placera verktygets spets med centrum av bakre stativet.

UNIT TEST
1. Ange de tio viktigaste delarna av svarven.
2. Ange fem säkerhetsriktlinjer för svarven.
3. Varför är skärhastigheten viktig?
4. Vad är en verktygshållare?
5. Var monterar du en verktygshållare?
6. Hur långt sträcker du ut skärverktyget i verktygshållaren?
7. Nämn tre olika skärverktyg.
8. Beskriv verktygets placering.
9. Förklara hur man centrerar arbetsstycket.
10. Vilka är de två sätten att centrera arbetsstycket?
Lämna ett svar