Procese de fabricație 4-5
On octombrie 29, 2021 by adminUnitatea 1: Mașina de strung cu motor
După parcurgerea acestei unități, trebuie să fiți capabili să:
– Identificați cele mai importante părți ale strungului și funcțiile lor.
– Înțelegeți regulile de siguranță ale strungului. – Descrieți configurarea unei scule de tăiere pentru prelucrare.
– Descrieți montarea piesei de prelucrat în strung.
– Explicați cum se instalează scula de tăiere.
– Descrieți poziționarea sculei.
– Descrieți modul de centrare a piesei de prelucrat și a centrului contraputere.
Descriere
Turnul este o mașină foarte versatilă și importantă pe care trebuie să știți cum să o folosiți. Această mașină rotește un obiect cilindric împotriva unei scule pe care individul o controlează. Strungul este precursorul tuturor mașinilor-unelte. Lucrarea este ținută și rotită pe axa sa în timp ce scula de tăiere este avansată de-a lungul liniei de tăiere dorită. Strungul este una dintre cele mai versatile mașini-unelte utilizate în industrie. Cu ajutorul unor accesorii adecvate, strungul poate fi utilizat pentru operații de strunjire, conicizare, strunjire de formă, înșurubare, rindelare, opărire, tocire, alezare, filare, rectificare, lustruire. Operațiile de tăiere se execută cu o unealtă de tăiere avansată fie paralel, fie în unghiuri drepte față de axa piesei. Unealta de tăiere poate fi, de asemenea, avansată în unghi, în raport cu axa lucrării, pentru prelucrarea conicității și a unghiurilor. La un strung, contrapusul nu se rotește. În schimb, se rotește axul care susține materialul. Mandrinele, centrele, mandrinele cu trei fălci și alte accesorii de fixare a lucrării pot fi toate ținute în fus. Contrapusul poate susține unelte pentru găurire, filetare, alezare sau tăiere de conuri. În plus, poate susține capătul piesei de prelucrat folosind un centru și poate fi reglat pentru a se adapta la diferite lungimi ale piesei de prelucrat.
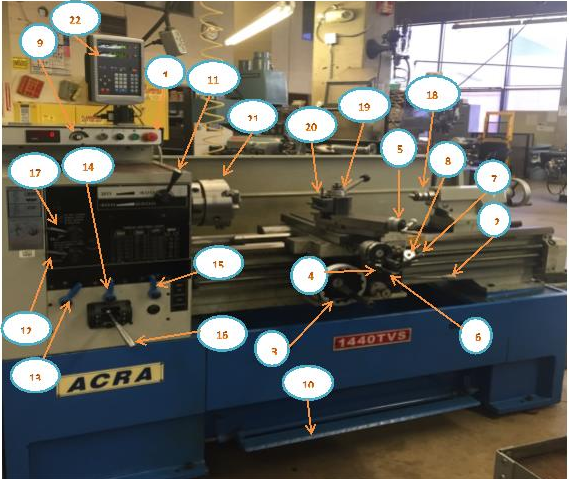
Figura 1. Părțile componente ale unui strung
1. Pornirea/oprirea mașinii
2. Mandrina înainte/înapoi (întoarceți mânerul în sus sau în jos)
3. Roata de mână a căruciorului 4. 4. Mânerul de alimentare încrucișată
5. Roata manuală de avans compus
6. Angajarea căruciorului/alimentației încrucișate
7. Jumătatea de piuliță de filetare
8. Cadranul de filetare
9. Viteza fusului
10. Frână
11. Intervalul înalt/jos al arborelui
12. Inversarea filetului/alimentației (împingere înăuntru/tragere afară)
13. Domenii de alimentare (A, B, C)
14. Domenii de alimentare (R, S, T)
15. Plaje de alimentare (V, W, X, Y, Z) – V și Z sunt setări pentru filetare
16. Cutia de viteze
17. Gear Box Low/High
18. Contragreutate
19. Postul de scule
20. Suport de scule
21. Mandrină cu trei fălci
22. DRO (Digital Read Out) Threading/Feed Selector (a se vedea articolul15)
Securitate la strung
Ca întotdeauna trebuie să fim conștienți de cerințele de siguranță și să încercăm să respectăm regulile de siguranță pentru a elimina rănirea gravă a noastră sau a altora.
Purtați ochelari, mâneci scurte, fără cravată, fără inele, fără a încerca să opriți lucrul cu mâna. Opriți mașina înainte de a încerca să verificați lucrarea. Nu știți cum funcționează? – „Nu o puneți în funcțiune”. Nu folosiți cârpe când mașina este în funcțiune.
1. Scoateți cheia de mandrină din mandrină imediat după utilizare. Nu porniți strungul dacă mandrina este încă în cheia de mandrină.
2. Întoarceți mandrina sau placa frontală cu mâna, cu excepția cazului în care există probleme de prindere sau de joc.
3. Este important ca mandrina sau placa frontală să fie bine strânsă pe axul strungului.
4. Mutați vârful de sculă la o distanță sigură de mandrină, de mandrină sau de placa frontală când introduceți sau scoateți piesa.
5. Așezați suportul postului de sculă în stânga glisorului compus. Acest lucru va asigura faptul că glisiera combinată nu va intra în mandrină sau în accesoriile mandrinei.
6. Când instalați și scoateți mandrinele, plăcile frontale și centrele, asigurați-vă întotdeauna că toate suprafețele de îmbinare sunt curate și fără bavuri.
7. Asigurați-vă că vârful sculei este ascuțit și are unghiuri de degajare corecte.
8. Prindeți vârful sculei cât mai scurt posibil în suportul sculei pentru a preveni vibrațiile sau ruperea acesteia.
9. Aplicați și mențineți uniform fluidele de tăiere. Acest lucru va preveni morfarea.
10. Nu rulați un ax filetat în sens invers.
11. Nu rulați niciodată mașina mai repede decât viteza recomandată pentru materialul specific.
12. Dacă un mandrină sau o placă frontală este blocată pe botul fusului, contactați un instructor pentru a o îndepărta.
13. În cazul în care se face orice operație de șlefuire pe piesele care se rotesc în strung, șlefuiți cu mâna stângă pentru a preveni alunecarea în mandrină.
14. Opriți întotdeauna mașina înainte de a face măsurători.
15. Opriți mașina atunci când îndepărtați așchii lungi și fibroase. Îndepărtați-le cu o pereche de clești.
16. Asigurați-vă că piulița spate este blocată în poziție și că se fac reglajele corespunzătoare dacă lucrarea este întoarsă între centre.
17. La strunjirea între centre, evitați să tăiați complet prin piesă.
18. Nu folosiți cârpe în timp ce mașina este în funcțiune.
19. Îndepărtați sculele din stâlpul sculei și din contrapusă înainte de curățare.
20. Nu utilizați aer comprimat pentru a curăța strungul.
21. Aveți grijă când curățați strungul. Sculele de tăiere sunt ascuțite, așchiile sunt ascuțite, iar piesa de prelucrat poate fi ascuțită.
22. Asigurați-vă că mașina este oprită și curată înainte de a părăsi spațiul de lucru. Îndepărtați întotdeauna cheia de mandrină după utilizare, evitați jocurile de copii, păstrați zona podelei curată. Aveți grijă când curățați strungul, sculele de tăiere sunt ascuțite, așchiile sunt ascuțite, iar piesa de prelucrat poate fi ascuțită.
Iată câteva întrebări care sunt importante atunci când folosiți un strung:
– De ce este importantă viteza de tăiere adecvată?
Când este setată prea mare, scula se strică rapid, se pierde timp pentru înlocuirea sau recondiționarea sculei. O CS prea mică duce la o producție scăzută.
Cunoașteți:
– Adâncimea de tăiere pentru degroșare.
– Adâncimea de tăiere pentru finisare.
Rețineți că cele mai mari tăieturi de degroșare variază de la 0,010 la 0,030 în funcție de materialul prelucrat, și de la 0,002 la 0,012 pentru avansul de finisare pentru diferite materiale.
– Viteza de avans pentru tăietura de degroșare
– Viteza de avans pentru tăietura de finisare
Rețineți că viteza de avans pentru tăieturile de degroșare variază de la 0,005 la 0,020 în funcție de materialul prelucrat și de la 0,002 la 0,004 pentru avansul de finisare pentru diferite materiale.
Terminologia sculelor de tăiat
Există multe scule diferite care pot fi utilizate pentru operațiunile de strunjire, rindeluire și pilire pe strung. Fiecare sculă este de obicei compusă din carbură ca material de bază, dar poate include și alți compuși. Această secțiune se referă la diferitele aspecte și utilizări ale sculelor de tăiat la strung.
|
Figura A:ilustrează o sculă de strunjire standard pentru a crea un umăr semicadrat. Dacă există suficient material în spatele muchiei de tăiere, scula poate fi folosită și pentru degroșare. |
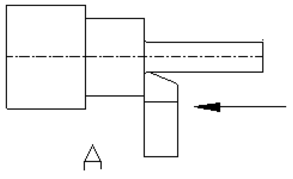 Figura A |
|
Figura B:descrie o sculă standard de strunjire cu un unghi de avans. Acest unghi permite efectuarea de tăieturi grele de degroșare. De asemenea, este posibil să se rotească scula pentru a crea un umăr semicadrat. |
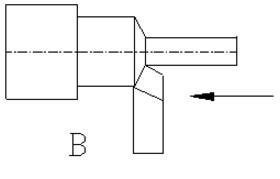 Figura B |
|
Figura C:nasul are o rază foarte mare, care ajută la finisaje fine atât la tăieturi ușoare cât și grele. Unealta poate fi folosită, de asemenea, pentru a forma o rază de colț. |
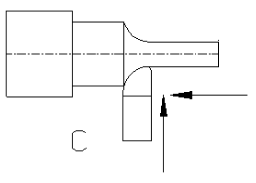 Figura C |
|
Figura D:descrie o unealtă de strunjire standard rotită. Botul său conduce muchia de tăiere pentru a crea tăieturi ușoare de finisare pe diametrul exterior și pe fața umărului. |
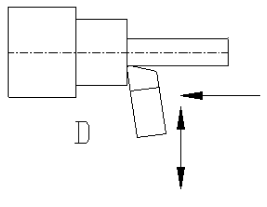
Figura D |
|
Figura E:descrie o sculă de formă. În sculă pot fi șlefuite diferite forme, care vor fi reproduse pe piesă. |
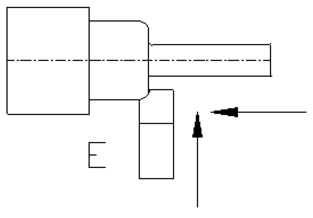 Figura E |
|
Figura F:descrie o sculă de fațetare. Această freză este utilizată pentru a înfrunta capătul unei piese de prelucrat pentru a asigura un finisaj neted și plat. Dacă materialul de prelucrat are o gaură în centru, utilizați o semicentrală pentru a stabiliza și susține piesa de prelucrat. |
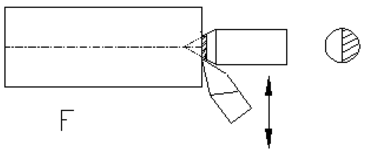 Figura F |
|
Figura G:ilustrează o sculă de canelare sau de subdecupare. După cum se arată, aceasta este utilizată pentru a tăia caneluri în piesa de prelucrat. Atunci când există distanțe corespunzătoare, unealta poate tăia adânc sau poate tăia la stânga sau la dreapta. |
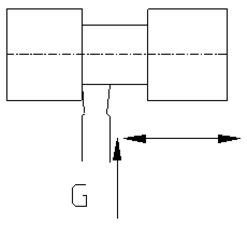 Figura G |
|
Figura H:descrie o unealtă de despicat. Uneltele de debitare taie stocul la o anumită lungime. Această sculă necesită o lamă preformată și un suport. |
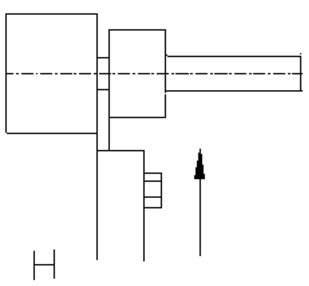 Figura H |
|
Figura I:descrie o sculă de filetat la 60° folosită pentru filetarea materialului. |
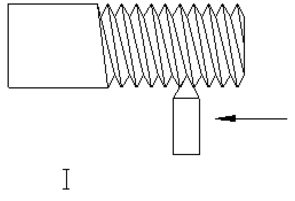 Figura I |
Pentru a pregăti o sculă de tăiat pentru prelucrare
– Deplasați tija de sculă în partea stângă a suportului compus.
– Montați un suport de sculă în stâlpul de sculă astfel încât șurubul de reglare din suportul de sculă să fie la aproximativ 2,5 cm dincolo de stâlpul de sculă.
– Introduceți scula de tăiere adecvată în suportul de sculă, făcând ca scula să se extindă 0,500 cm dincolo de suportul de sculă.
– Reglați vârful sculei de tăiere la înălțimea centrală. Verificați-o cu rigla dreaptă sau cu contraputere.
– Strângeți bine tija de sculă pentru a preveni deplasarea acesteia în timpul unei tăieri

Figura 2: Tija de sculă și suportul de sculă
Pentru a monta piesa de prelucrat în strung
– Verificați dacă centrul de linie funcționează corect. Dacă nu funcționează corect, îndepărtați centrul, curățați toate suprafețele și înlocuiți centrul. Verificați din nou dacă este adevărat.
– Curățați punctele de centrare ale strungului și găurile de centrare din piesa de prelucrat.
– Reglați axul contraputere până când acesta se proiectează aproximativ 3 inch dincolo de contraputere.
– Slăbiți piulița sau pârghia de prindere a contraputerelor.
– Așezați capătul piesei de prelucrat în mandrină și glisați contraputerea în sus până când aceasta susține celălalt capăt al piesei de prelucrat.
– Strângeți piulița sau nivelul contraputerelor.

Figura 3: Piesa de prelucrat în strung
Instalarea unei scule de tăiat
– Suporturile de scule sunt folosite pentru a ține sculele de tăiat ale strungului.
– Pentru a instala, curățați suportul și strângeți șuruburile.
– Suportul de scule al strungului este atașat la stâlpul de scule cu ajutorul unei pârghii de eliberare rapidă.
– Stâlpul sculei este atașat la mașină cu un șurub în T.
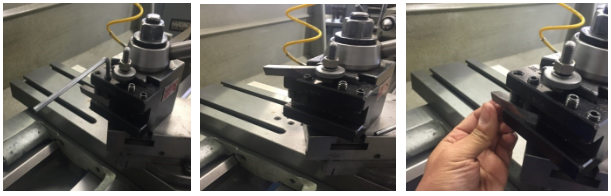
Figura 4: Instalarea unei scule de tăiat
Postarea sculei
Pentru a repoziționa scula de tăiat, deplasați cu mâna glisiera transversală și șaua strungului. Sunt disponibile și avansuri electrice. Procedurile exacte depind de mașină. Compusul oferă o a treia axă de mișcare, iar unghiul său poate fi modificat pentru a tăia conuri la orice unghi.
1. 1. Slăbiți șuruburile care mențin compound-ul atașat la șa.
2. Rotiți compound-ul la unghiul corect, folosind comparatorul aflat la baza compound-ului.
3. Strângeți din nou șuruburile.
4. Freza poate fi avansată manual de-a lungul unghiului ales. Compusul nu are o alimentare electrică.
5. Dacă este necesar, folosiți două mâini pentru o viteză de avans mai lină. Astfel se va obține un finisaj fin.
6. Atât combinatul cât și glisiera transversală au cadrane micrometrice, dar șaua nu are unul.
7. Dacă este nevoie de mai multă precizie la poziționarea șeii, utilizați un comparator care este atașat la șa. Comparatoarele cu cadran apasă împotriva stopurilor.
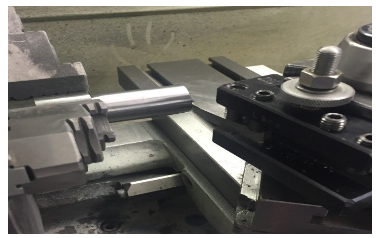
Figura 5: Poziționarea sculei
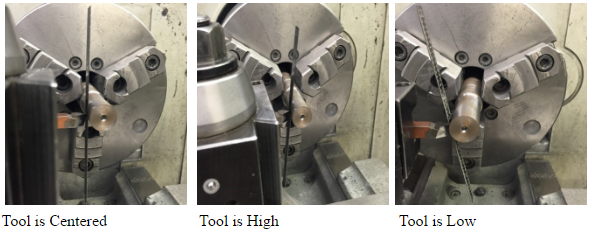
Centrarea piesei de prelucrat
Regula de oțel
1. Așezați rigla de oțel între piesă și sculă.
2. Scula este centrată atunci când rigla este verticală.
3. Scula este înaltă atunci când rigla este înclinată înainte.
4. Scula este joasă atunci când rigla este înclinată înapoi.
Centrarea vârfului de sculă
1. Faceți referire la centrul contraputere atunci când reglați scula.
2. Poziționați vârful sculei cu centrul contraputere.

TESTUL DE UNITATE
1. Vă rugăm să enumerați cele mai importante zece părți ale strungului.
2. Enumerați cinci instrucțiuni de siguranță la strung.
3. De ce este importantă viteza de tăiere?
4. Ce este un port scule?
5. Unde montați un suport de scule?
6. Cât de mult extindeți scula de tăiere în suportul de scule?
7. Vă rugăm să enumerați trei scule de tăiere diferite.
8. Vă rugăm să descrieți poziționarea sculei.
9. Explicați cum se centrează piesa de prelucrat.
10. Care sunt cele două moduri de a centra piesa de prelucrat?
.
Lasă un răspuns