Processo de Fabricação 4-5
On Outubro 29, 2021 by adminUnidade 1: O Torno Motor
Após completar esta unidade, você deverá ser capaz de:
– Identificar as partes mais importantes do torno e suas funções.
– Entender as regras de segurança do torno. – Descrever a configuração de uma ferramenta de corte para maquinação.
– Descrever a peça de trabalho de montagem no torno.
– Explicar como instalar a ferramenta de corte.
– Descrever o posicionamento da ferramenta.
– Descrever como centrar a peça de trabalho e o centro do cabeçote de corte.
Descrição
-O torno é uma máquina muito versátil e importante para saber trabalhar. Esta máquina gira um objecto cilíndrico contra uma ferramenta que o indivíduo controla. O torno é o precursor de todas as máquinas-ferramentas. O trabalho é mantido e rodado no seu eixo enquanto a ferramenta de corte é avançada ao longo da linha de um corte desejado. O torno é uma das máquinas-ferramentas mais versáteis utilizadas na indústria. Com acessórios adequados, a espuma pode ser utilizada para tornear, afunilar, tornear formas, cortar com parafusos, facear, entortar, furar, girar, esmerilar, polir. As operações de corte são realizadas com uma ferramenta de corte alimentada em paralelo ou em ângulo recto com o eixo do trabalho. A ferramenta de corte também pode ser alimentada em ângulo, em relação ao eixo do trabalho, para a usinagem de cones e ângulos. Em um torno, o cabeçote de corte não gira. Em vez disso, o eixo-árvore que segura o estoque gira. Colares, centros, três mandris de mandíbulas e outros acessórios de fixação do trabalho podem ser todos segurados no fuso. O cabeçote traseiro pode segurar ferramentas para furar, rosquear, escareado ou cortar roscas cônicas. Adicionalmente, pode suportar a extremidade da peça usando um centro e pode ser ajustado para se adaptar a diferentes comprimentos de peça.
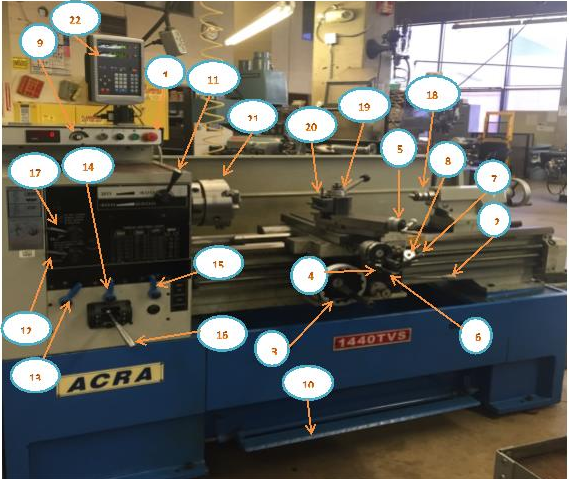
Figure 1. Partes de um torno
1. Ligar/Desligar
2. eixo dianteiro/verso (manivela para cima ou para baixo)
3. volante do carro 4. Volante de avanço transversal
5. Volante de avanço composto
6. Engate do carro/alimentação cruzada
7. Meia porca de rosca
8. Botão de rosca
9. Velocidade do fuso
10. Freio
11. Fuso Alto/baixo alcance
12. Rosca/Alimentação Reversa (push in/pull out)
13. Intervalos de alimentação (A, B, C)
14. Faixas de alimentação (R, S, T)
15. Faixas de alimentação (V, W, X, Y, Z) – V e Z são configurações para rosqueamento
16. Caixa de velocidades
17. Caixa de engrenagem baixa/alta
18. Cabeçote de cauda
19. Pilar de ferramentas
20. Suporte de ferramentas
21. Três – mandril de mandíbula
22. Visualizador (Leitura Digital) Rosqueador / Seletor de Alimentação (ver item15)
Segurança do Solo
Como sempre devemos estar atentos aos requisitos de segurança e tentar observar as regras de segurança a fim de eliminar lesões graves a nós mesmos ou aos outros.
Usar óculos, mangas curtas, sem gravata, sem anéis, sem tentar parar o trabalho à mão. Pare a máquina antes de tentar verificar o trabalho. Não sabe como funciona? – “Não a execute.” Não use trapos quando a máquina está a funcionar.
1. Retire a chave do mandril imediatamente após o uso. Não ligue o torno se o mandril ainda estiver na chave do mandril.
2. Vire o mandril ou a placa frontal à mão, a menos que haja problemas de encadernação ou folga.
3. É importante que o mandril ou placa frontal esteja firmemente apertado no eixo do torno.
4. Mova o bit da ferramenta para uma distância segura do mandril, colarinho ou placa frontal ao inserir ou remover sua peça.
5. Coloque o suporte do poste da ferramenta à esquerda do slide composto. Isto irá garantir que o diapositivo composto não irá escorrer para o fuso ou fixações do mandril.
6. Ao instalar e remover mandris, placas de faceamento e centros, certifique-se sempre de que todas as superfícies de encaixe estão limpas e livres de rebarbas.
7. Certifique-se de que o bit da ferramenta está afiado e tem ângulos de folga correctos.
8. Fixe o bit da ferramenta o mais curto possível no porta-ferramentas para evitar que este vibre ou se parta.
9. Aplicar e manter uniformemente os fluidos de corte. Isto evitará o morphing.
10. Não fazer marcha atrás de um fuso roscado.
11. Nunca rode a máquina mais rápido do que a velocidade recomendada para o material específico.
12. Se um mandril ou placa frontal estiver preso no nariz do fuso, contate um instrutor para removê-lo.
13. Se algum arquivo for feito no trabalho girando no torno, limpe com a mão esquerda para evitar que escorregue para dentro do mandril.
14. Pare sempre a máquina antes de tirar as medidas.
15. Pare a máquina ao retirar os cavacos de fio longo. Retire-as com um alicate.
16. Certifique-se de que o cabeçote traseiro está travado no lugar e que os ajustes apropriados são feitos se o trabalho estiver sendo girado entre centros.
17. Ao girar entre centros, evite cortar completamente a peça.
18. Não utilize trapos enquanto a máquina estiver em funcionamento.
19. Retire as ferramentas do poste e do cabeçote traseiro antes de limpar.
20. Não utilize ar comprimido para limpar o torno.
21. Tenha cuidado ao limpar o torno. As ferramentas de corte são afiadas, as aparas são afiadas e a peça pode ser afiada.
22. Certifique-se de que a máquina está desligada e limpa antes de deixar a área de trabalho. Retire sempre a chave de mandril após o uso, evite brincadeiras de cavalo, mantenha a área do chão limpa. Tenha cuidado ao limpar o torno, as ferramentas de corte são afiadas, as aparas são afiadas e a peça pode estar afiada.
Aqui estão algumas questões importantes ao executar um torno:
– Porque é importante uma velocidade de corte adequada?
Quando a ferramenta está demasiado alta, perde-se tempo a substituir ou a recondicionar a ferramenta. Um CS muito baixo resulta em baixa produção.
Saber:
– Profundidade de corte para desbaste.
– Profundidade de corte para acabamento.
Note os maiores cortes de desbaste variam de .010 a .030, dependendo do material a ser usinado, e .002 a .012 para o avanço de acabamento para os diferentes materiais.
– Avanço para o corte de desbaste
– Avanço para o corte de acabamento
Notem a variação do avanço para cortes de desbaste de .005 a .020 dependendo do material que está sendo usinado, e de .002 a .004 para o avanço de acabamento para os diferentes materiais.
Terminologia da ferramenta de corte
Existem muitas ferramentas diferentes que podem ser usadas para operações de torneamento, faceamento e corte no torno. Cada ferramenta é normalmente composta de metal duro como material base, mas pode incluir outros compostos. Esta seção cobre as diferentes aparências e usos das ferramentas de corte do torno.
|
Figure A:descreve uma ferramenta padrão de torneamento para criar um ombro semi-quadrado. Se houver material suficiente atrás da aresta de corte, a ferramenta também pode ser usada para o desbaste. |
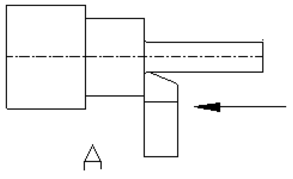 Figure A |
|
Figure B:representa uma ferramenta de torneamento padrão com um ângulo de chumbo. Este ângulo permite cortes de desbaste pesado. Também é possível girar a ferramenta para criar um ombro semi-quadrado. |
Figure B |
|
Figure C:nariz tem um raio muito grande, o que ajuda com acabamentos finos tanto em cortes leves como pesados. A ferramenta também pode ser usada para formar um raio de canto.
|
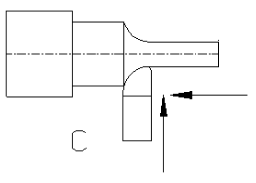 Figure C |
|
Figure D:retrata uma ferramenta de torneamento padrão girada. Seu nariz leva a aresta de corte a criar cortes leves no diâmetro externo e face do ombro. |
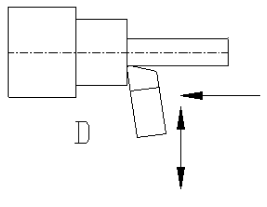
Figure D |
|
Figure E:retrata uma ferramenta de formulário. Diferentes formas podem ser aterradas na ferramenta, que serão reproduzidas na peça. |
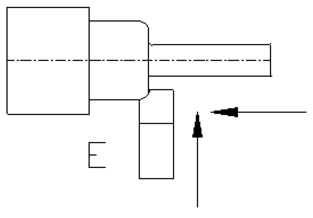 Figure E |
|
Figure F:representa uma ferramenta de faceamento. Esta fresa é utilizada para facear a extremidade de uma peça para proporcionar um acabamento liso e plano. Se a peça tiver um furo no centro, utilize um meio-centro para estabilizar e suportar a peça. |
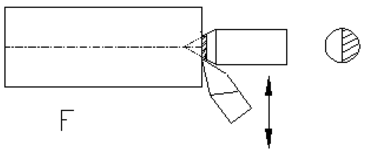 Figure F |
|
Figure G:representa uma ferramenta de ranhurar ou de sub-cortar. Como mostrado, ela é usada para cortar ranhuras na peça de trabalho. Quando há folgas adequadas, a ferramenta pode cortar profundamente, ou cortar à esquerda ou à direita. |
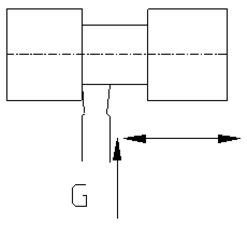 Figure G |
|
Figure H:retrata uma ferramenta de corte. As ferramentas de separação cortam o estoque a um determinado comprimento. Esta ferramenta requer uma lâmina e suporte pré-formados. |
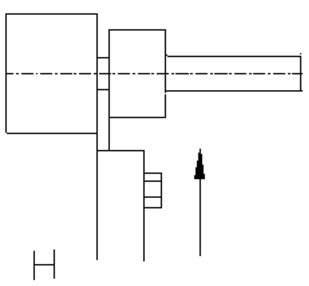 Figure H |
|
>
Figure I:retrata uma ferramenta de rosqueamento de 60° utilizada para roscar o estoque. |
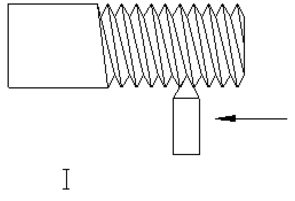 Figure I |
>Para montar uma ferramenta de corte para usinagem
>- Mova o poste da ferramenta para o lado esquerdo do resto composto.
– Monte um porta-ferramentas no toolpost de modo a que o parafuso de ajuste no porta-ferramentas fique cerca de 1 polegada além do toolpost.
– Insira a ferramenta de corte apropriada no porta-ferramentas, tendo a ferramenta estendida .500 polegadas além do porta-ferramentas.
– Ajuste o ponto da ferramenta de corte para a altura central. Verifique com regra reta ou com o porta-ferramentas.
– Aperte firmemente o poste da ferramenta para evitar que se mova durante um corte

Figure 2: Poste e porta-ferramentas
– Para montar a peça no torno
– Verifique se o centro da linha está funcionando corretamente. Se não estiver a funcionar correctamente, retire o centro, limpe todas as superfícies, e substitua o centro. Verifique novamente a veracidade.
– Limpe os pontos centrais do torno e os furos centrais da peça.
– Ajuste o fuso do cabeçote de cauda até que ele se projete cerca de 3 polegadas além do cabeçote de cauda.
– Desaperte a porca de fixação ou alavanca do cabeçote móvel.
– Coloque a extremidade da peça no mandril e deslize o cabeçote móvel para cima até suportar a outra extremidade da peça.
– Aperte a porca de fixação ou o nível do cabeçote móvel.

Figure 3: Peça no torno
Instalar uma ferramenta de corte
– Os porta-ferramentas são usados para segurar as ferramentas de corte do torno.
– Para instalar, limpar o suporte e apertar os parafusos.
– O porta-ferramentas do torno é fixado ao poste da ferramenta usando uma alavanca de liberação rápida.
– A coluna da ferramenta é fixada à máquina com um parafuso em T.
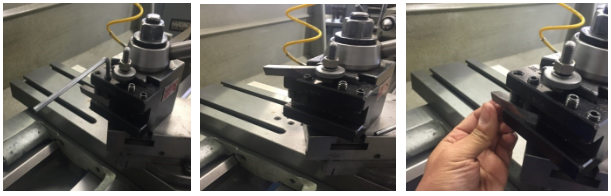
Figure 4: Instalação de uma ferramenta de corte
Posicionamento da ferramenta
Para reposicionar a ferramenta de corte, mova o carro transversal e a sela do torno manualmente. Também estão disponíveis avanços de potência. Os procedimentos exactos dependem da máquina. O composto fornece um terceiro eixo de movimento, e o seu ângulo pode ser alterado para cortar afiladores em qualquer ângulo.
1. Desaperte os parafusos que mantêm o composto preso ao selim.
2. Gire o composto para o ângulo correcto, usando o indicador de marcação localizado na base do composto.
3. Aperte novamente os parafusos.
4. O cortador pode ser alimentado manualmente ao longo do ângulo escolhido. O composto não tem alimentação.
5. Se necessário, use duas mãos para uma alimentação mais suave. Isto fará um acabamento fino.
6. Tanto o composto como o diapositivo cruzado têm mostradores micrómetros, mas falta um selim.
7. Se for necessária mais precisão no posicionamento do selim, use um indicador de mostrador que está ligado ao selim. Os indicadores de discagem pressionam-se contra batentes.
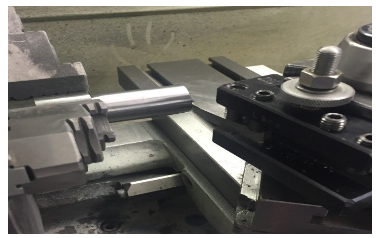
Figure 5: Posicionando a Ferramenta
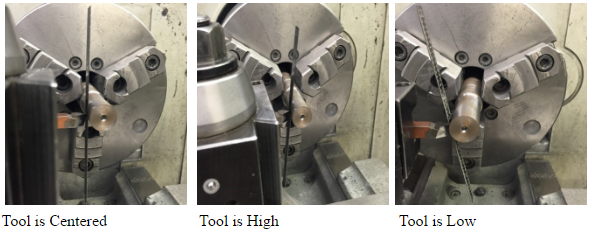
Centrando a Peça
Regra do Aço
1. Coloque a regra de aço entre a peça e a ferramenta.
2. A ferramenta é centrada quando a regra é vertical.
3. A ferramenta é alta quando a regra é inclinada para a frente.
4. A ferramenta é baixa quando a regra é inclinada para trás.
Tailstock Center
1. Referencie o centro do cabeçote traseiro ao definir a ferramenta.
2. Posicione a ponta da ferramenta com o centro do cabeçote traseiro.

TESTE DE UNIDADE
1. Por favor liste as dez partes mais importantes do torno.
2. Por favor liste cinco diretrizes de segurança do torno.
3. Por que é importante a velocidade de corte?
4. O que é um porta-ferramentas?
5. Onde você monta um porta-ferramentas?
6. Até onde você estende a ferramenta de corte no porta-ferramentas?
7. Por favor liste três ferramentas de corte diferentes.
8. Por favor descreva o posicionamento da ferramenta.
9. Explique como centralizar a peça.
10. Quais são as duas formas de centrar a peça?
Deixe uma resposta