Procesy produkcyjne 4-5
On 29 października, 2021 by adminJednostka 1: Tokarka silnikowa
Po ukończeniu tej jednostki powinieneś umieć:
– Zidentyfikować najważniejsze części tokarki i ich funkcje.
– Zrozumieć zasady bezpieczeństwa pracy na tokarce. – Opisać ustawienie narzędzia skrawającego do obróbki.
– Opisać mocowanie przedmiotu obrabianego w tokarce.
– Wyjaśnić jak zainstalować narzędzie skrawające.
– Opisać pozycjonowanie narzędzia.
– Opisać jak wycentrować przedmiot obrabiany i środek konika.
Opis
Tokarka jest bardzo uniwersalną i ważną maszyną, którą należy umieć obsługiwać. Maszyna ta obraca cylindryczny przedmiot względem narzędzia, które jest kontrolowane przez osobę. Tokarka jest prekursorem wszystkich obrabiarek. Obrabiany przedmiot jest przytrzymywany i obracany wokół własnej osi, podczas gdy narzędzie skrawające jest przesuwane wzdłuż linii żądanego cięcia. Tokarka jest jedną z najbardziej wszechstronnych obrabiarek stosowanych w przemyśle. Za pomocą odpowiednich przystawek tokarka może być używana do toczenia, zwężania, toczenia kształtowego, skręcania śrubowego, czołowego, stępiania, wytaczania, wyoblania, szlifowania, polerowania. Operacje skrawania wykonuje się narzędziem skrawającym podawanym równolegle lub pod kątem prostym do osi obrabianego przedmiotu. Narzędzie skrawające może być również podawane pod kątem w stosunku do osi obrabianego przedmiotu, co umożliwia obróbkę stożków i kątów. W tokarce konik nie obraca się. Obraca się natomiast wrzeciono, które trzyma obrabiany przedmiot. We wrzecionie można zamocować tuleje zaciskowe, centra, uchwyty trójszczękowe i inne elementy mocujące. Konik może utrzymywać narzędzia do wiercenia, gwintowania, rozwiercania lub cięcia stożków. Dodatkowo, może on podtrzymywać koniec obrabianego przedmiotu za pomocą środka i może być regulowany w celu dostosowania do różnych długości obrabianego przedmiotu.
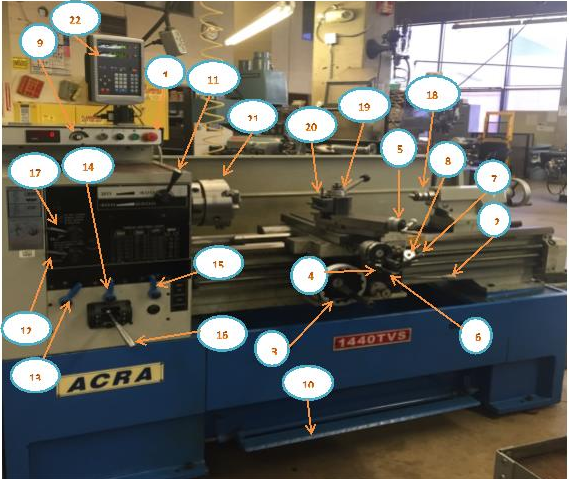
Rysunek 1. Części tokarki
1. Włączanie/wyłączanie zasilania
2. Wrzeciono do przodu/do tyłu (obrócić uchwyt w górę lub w dół)
3. Koło ręczne wózka 4. Koło ręczne podawania krzyżowego
5. Koło posuwu złożonego
6. Zatrzask karetki/poprzecznego posuwu
7. Półnakrętka gwintująca
8. Pokrętło gwintujące
9. Spindle Speed
10. Hamulec
11. Wysoki/niski zakres wrzeciona
12. Thread/Feed Reverse (push in/pull out)
13. Feed Ranges (A, B, C)
14. Zakresy posuwu (R, S, T)
15. Feed Ranges (V, W, X, Y, Z) – V i Z są ustawieniami do gwintowania
16. Gear Box
17. Gear Box Low/High
18. Konik
19. Tool Post
20. Uchwyt narzędziowy
21. Uchwyt trójszczękowy
22. DRO (Digital Read Out) Threading/Feed Selector (patrz pozycja 15)
Bezpieczeństwo tokarki
Jak zawsze powinniśmy być świadomi wymogów bezpieczeństwa i starać się przestrzegać zasad bezpieczeństwa w celu wyeliminowania poważnych obrażeń u siebie lub innych.
Nosić okulary, krótkie rękawy, bez krawata, bez pierścieni, bez prób zatrzymywania pracy ręcznie. Zatrzymaj maszynę przed próbą sprawdzenia pracy. Nie wiesz jak to działa? – „Nie uruchamiaj jej”. Nie używaj szmat, gdy maszyna pracuje.
1. Usuń klucz uchwytu z uchwytu natychmiast po użyciu. Nie włączaj tokarki, jeśli uchwyt jest nadal w kluczu uchwytu.
2. Obracaj uchwyt lub płytę czołową ręcznie, chyba że występują problemy z wiązaniem lub luzem.
3. Ważne jest, aby uchwyt lub płyta czołowa były pewnie dokręcone na wrzecionie tokarki.
4. Przesunąć końcówkę narzędzia na bezpieczną odległość od uchwytu, tulei zaciskowej lub płyty czołowej podczas wkładania lub wyjmowania części.
5. Umieść uchwyt słupka narzędzia po lewej stronie prowadnicy złożonej. Zapewni to, że prowadnica nie będzie wpadać na wrzeciono lub mocowania uchwytu.
6. Podczas montażu i demontażu uchwytów, płyt czołowych i centrów, zawsze upewnij się, że wszystkie współpracujące powierzchnie są czyste i bez zadziorów.
7. Upewnij się, że końcówka narzędzia jest ostra i ma prawidłowe kąty luzu.
8. Zamocuj końcówkę narzędzia jak najkrócej w uchwycie narzędzia, aby zapobiec jej drganiom lub złamaniu.
9. Równomiernie nakładać i utrzymywać ciecze chłodząco-smarujące. Zapobiegnie to powstawaniu morfingu.
10. Nie uruchamiaj wrzeciona gwintowanego w kierunku odwrotnym.
11. Nigdy nie uruchamiać maszyny szybciej niż prędkość zalecana dla danego materiału.
12. Jeżeli uchwyt lub płyta czołowa jest zakleszczona na nosie wrzeciona, należy skontaktować się z instruktorem w celu jej usunięcia.
13. Jeżeli na obrabianej powierzchni obracającej się w tokarce wykonywane jest jakiekolwiek opiłowywanie, opiłowywać lewą ręką, aby zapobiec ześlizgnięciu się w uchwyt.
14. Zawsze zatrzymuj maszynę przed wykonaniem pomiarów.
15. Zatrzymać maszynę podczas usuwania długich wiórów. Usunąć je za pomocą szczypiec.
16. Upewnij się, że konik jest zablokowany w miejscu i że dokonano odpowiednich regulacji, jeśli praca jest toczona między centrami.
17. Podczas toczenia między centrami należy unikać całkowitego przecinania elementu.
18. Nie używać szmat podczas pracy maszyny.
19. Przed czyszczeniem wyjąć narzędzia ze słupka narzędziowego i konika.
20. Nie używać sprężonego powietrza do czyszczenia tokarki.
21. Zachować ostrożność podczas czyszczenia tokarki. Narzędzia skrawające są ostre, wióry są ostre, a przedmiot obrabiany może być ostry.
22. Upewnij się, że maszyna jest wyłączona i czysta przed opuszczeniem miejsca pracy. Zawsze zdejmuj klucz uchwytu po użyciu, unikaj zabaw z końmi, utrzymuj podłogę w czystości. Zachowaj ostrożność podczas czyszczenia tokarki, narzędzia skrawające są ostre, wióry są ostre, a przedmiot obrabiany może być ostry.
Oto kilka pytań, które są ważne podczas pracy tokarki:
– Dlaczego właściwa prędkość skrawania jest ważna?
Gdy ustawiona jest zbyt wysoka narzędzie szybko się psuje, traci się czas na wymianę lub regenerację narzędzia. Zbyt niska CS skutkuje niską produkcją.
Wiedz:
– Głębokość skrawania dla obróbki zgrubnej.
– Głębokość skrawania dla obróbki wykańczającej.
Zauważ, że największe cięcia zgrubne wahają się od .010 do .030 w zależności od obrabianego materiału i od .002 do .012 dla posuwu wykańczającego dla różnych materiałów.
– Posuw dla cięcia zgrubnego
– Posuw dla cięcia wykańczającego
Zauważ, że posuw dla cięć zgrubnych wynosi od .005 do .020 w zależności od obrabianego materiału, i od .002 do .004 dla posuwu wykańczającego dla różnych materiałów.
Terminologia narzędzi skrawających
Istnieje wiele różnych narzędzi, które mogą być używane do toczenia, toczenia i operacji dzielenia na tokarce. Każde narzędzie składa się zazwyczaj z węglika spiekanego jako materiału bazowego, ale może zawierać inne związki. Ta sekcja obejmuje różne wyglądy i zastosowania narzędzi skrawających tokarki.
|
Rysunek A:przedstawia standardowe narzędzie tokarskie do tworzenia półkwadratowego ramienia. Jeżeli za krawędzią skrawającą znajduje się wystarczająca ilość materiału, narzędzie to może być również użyte do obróbki zgrubnej. |
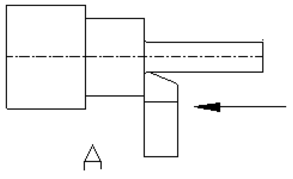 Rysunek A |
|
Rysunek B:przedstawia standardowe narzędzie tokarskie z kątem wierzchołkowym. Kąt ten umożliwia wykonywanie ciężkich cięć zgrubnych. Możliwe jest również obrócenie narzędzia w celu utworzenia półkwadratowego ramienia. |
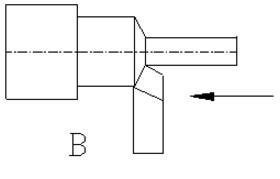 Rysunek B |
|
Rysunek C:nosek ma bardzo duży promień, co pomaga w precyzyjnym wykończeniu zarówno lekkich jak i ciężkich cięć. Narzędzie może być również używane do formowania promienia naroża. |
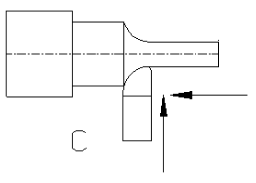 Rysunek C |
|
Rysunek D:przedstawia obrócone standardowe narzędzie tokarskie. Jego nos prowadzi krawędź skrawającą do wykonania lekkich cięć wykańczających na średnicy zewnętrznej i powierzchni czołowej ramienia. |
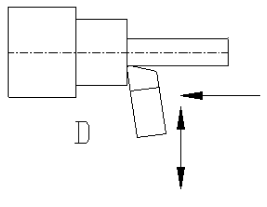
Rysunek D |
|
Rysunek E:przedstawia narzędzie do formowania. W narzędziu mogą być szlifowane różne formy, które zostaną odtworzone na części. |
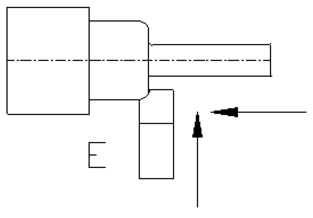 Rysunek E |
|
Rysunek F:przedstawia narzędzie do obróbki powierzchni czołowych. Ten frez jest używany do licowania końca przedmiotu obrabianego, aby zapewnić gładkie, płaskie wykończenie. Jeśli materiał ma otwór w środku, należy użyć półośki do ustabilizowania i podparcia obrabianego przedmiotu. |
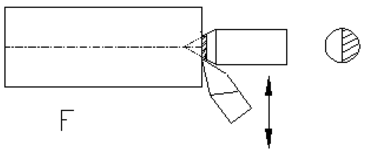 Rysunek F |
|
Rysunek G:przedstawia narzędzie do rowkowania lub podcinania. Jak widać, służy ono do wycinania rowków w obrabianym przedmiocie. Gdy istnieją odpowiednie odstępy, narzędzie może ciąć głęboko lub ciąć w lewo lub w prawo. |
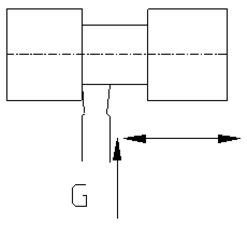 Rysunek G |
|
Rysunek H:przedstawia narzędzie do odcinania. Narzędzia do odcinania odcinają materiał na określonej długości. Narzędzie to wymaga wstępnie uformowanego ostrza i uchwytu. |
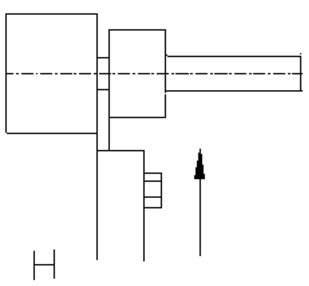 Rysunek H |
|
Rysunek I:przedstawia narzędzie do gwintowania pod kątem 60° używane do gwintowania materiału. |
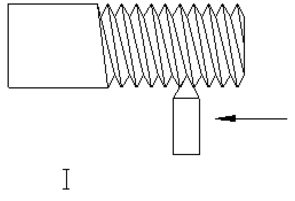 Rysunek I |
Aby ustawić narzędzie skrawające do obróbki
– Przesunąć wspornik narzędziowy na lewą stronę złożonego oparcia.
– Zamontuj oprawkę w stojaku narzędziowym tak, aby śruba nastawcza w oprawce była około 1 cala poza stojakiem narzędziowym.
– Włóż odpowiednie narzędzie skrawające do oprawki, tak aby narzędzie wystawało .500 cala poza oprawkę.
– Ustaw punkt narzędzia skrawającego na wysokość środka. Sprawdź to za pomocą prostego wzorca lub konika.
– Mocno dokręć stojak narzędziowy, aby zapobiec jego przesuwaniu się podczas cięcia

Rysunek 2: Słupek narzędziowy i uchwyt narzędziowy
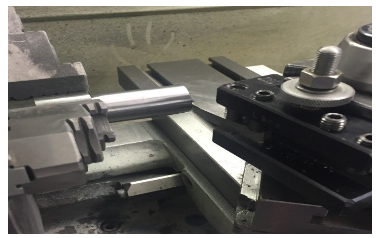
Montaż przedmiotu obrabianego w tokarce
– Sprawdź, czy linia środkowa jest prawidłowa. Jeśli nie pracuje prawidłowo, zdejmij środek, wyczyść wszystkie powierzchnie i wymień środek. Ponownie sprawdź poprawność.
– Oczyść punkty środkowe tokarki i otwory środkowe w obrabianym przedmiocie.
– Wyreguluj wrzeciono konika, aby wystawało około 3 cale poza konik.
– Poluzować nakrętkę lub dźwignię zacisku konika.
– Umieścić koniec obrabianego przedmiotu w uchwycie i przesunąć konik do góry, aż podeprze drugi koniec obrabianego przedmiotu.
– Dokręcić nakrętkę lub dźwignię zacisku konika.

Figura 3: Obrabiany przedmiot w tokarce
Instalowanie narzędzia tnącego
– Uchwyty narzędziowe są używane do przechowywania narzędzi tnących tokarki.
– Aby zainstalować, oczyścić uchwyt i dokręcić śruby.
– Uchwyt narzędziowy tokarki jest przymocowany do słupka narzędziowego za pomocą dźwigni szybkiego zwalniania.
– Słupek narzędziowy jest przymocowany do maszyny za pomocą śruby w kształcie litery T.
Rysunek 4: Montaż narzędzia tnącego
Pozycjonowanie narzędzia
Aby zmienić położenie narzędzia tnącego, należy ręcznie przesunąć suport poprzeczny i siodło tokarki. Dostępne są również posuwy elektryczne. Dokładne procedury są zależne od maszyny. Związek zapewnia trzecią oś ruchu, a jej kąt może być zmieniony w celu cięcia stożków pod dowolnym kątem.
1. Poluzuj śruby, które utrzymują związek przymocowany do siodła.
2. Obróć związek do właściwego kąta, używając wskaźnika zegarowego znajdującego się na podstawie związku.
3. Ponownie dokręć śruby.
4. Frez może być podawany ręcznie wzdłuż wybranego kąta. Zespół nie posiada posuwu elektrycznego.
5. Jeśli to konieczne, użyj dwóch rąk do gładszej prędkości posuwu. To sprawi, że drobne wykończenie.
6. Zarówno związek i slajd poprzeczny mają pokrętła mikrometryczne, ale siodło brakuje jednego.
7. Jeśli potrzebna jest większa dokładność podczas pozycjonowania siodła, użyj wskaźnika zegarowego, który jest przymocowany do siodła. Czujniki zegarowe dociskają ograniczniki.
Rysunek 5: Pozycjonowanie narzędzia
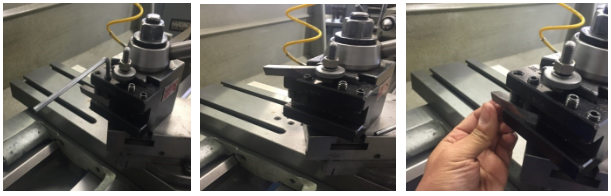
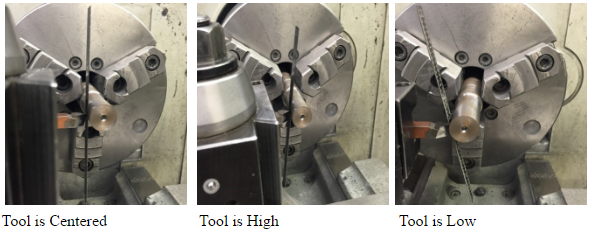
Wyśrodkowanie przedmiotu
Stalowy pręt
1. Umieścić stalowy suwak pomiędzy przedmiotem obrabianym a narzędziem.
2. Narzędzie jest wyśrodkowane, gdy suwak jest ustawiony pionowo.
3. Narzędzie jest wysoko, gdy suwak jest pochylony do przodu.
4. Narzędzie jest nisko, gdy suwak jest pochylony do tyłu.
Środek konika
1. Odnieś się do środka konika podczas ustawiania narzędzia.
2. Ustaw końcówkę narzędzia na środku konika.

TEST JEDNOSTKI
1. Proszę wymienić dziesięć najważniejszych części tokarki.
2. Proszę wymienić pięć zasad bezpieczeństwa pracy na tokarce.
3. Dlaczego prędkość skrawania jest ważna?
4. Co to jest uchwyt narzędziowy?
5. Gdzie montuje się oprawkę narzędziową?
6. Jak daleko wysuwa się narzędzie skrawające w oprawce narzędziowej?
7. Proszę wymienić trzy różne narzędzia skrawające.
8. Proszę opisać pozycjonowanie narzędzia.
9. Wyjaśnij, w jaki sposób należy wyśrodkować przedmiot obrabiany.
10. Jakie są dwa sposoby centrowania obrabianego przedmiotu?
.
Dodaj komentarz