Processus de fabrication 4-5
On octobre 29, 2021 by adminUnité 1 : Le tour à moteur
Après avoir terminé cette unité, vous devriez être en mesure :
– D’identifier les parties les plus importantes du tour et leurs fonctions.
– De comprendre les règles de sécurité du tour. – Décrire le réglage d’un outil de coupe pour l’usinage.
– Décrire le montage de la pièce à usiner dans le tour.
– Expliquer comment installer l’outil de coupe.
– Décrire le positionnement de l’outil.
– Décrire comment centrer la pièce à usiner et le centre de la contre-pointe.
Description
Le tour est une machine très polyvalente et importante à savoir utiliser. Cette machine fait tourner un objet cylindrique contre un outil que l’individu contrôle. Le tour est le précurseur de toutes les machines-outils. La pièce est maintenue et tournée sur son axe tandis que l’outil de coupe avance le long de la ligne de coupe souhaitée. Le tour est l’une des machines-outils les plus polyvalentes utilisées dans l’industrie. Avec des accessoires appropriés, le tour peut être utilisé pour le tournage, l’effilage, le tournage de forme, le décolletage, le dressage, l’affûtage, l’alésage, le tournage, le meulage, le polissage. Les opérations de coupe sont effectuées à l’aide d’un outil de coupe alimenté soit parallèlement, soit perpendiculairement à l’axe de la pièce. L’outil de coupe peut également être alimenté à un angle, par rapport à l’axe de la pièce, pour l’usinage de cônes et d’angles. Sur un tour, la contre-pointe ne tourne pas. C’est la broche qui tient la pièce qui tourne. Les pinces de serrage, les centres, les mandrins à trois mors et autres accessoires de maintien de la pièce peuvent tous être maintenus dans la broche. La contre-pointe peut contenir des outils pour le perçage, le filetage, l’alésage ou la coupe de cônes. De plus, elle peut soutenir l’extrémité de la pièce à l’aide d’un centre et peut être ajustée pour s’adapter à différentes longueurs de pièces.
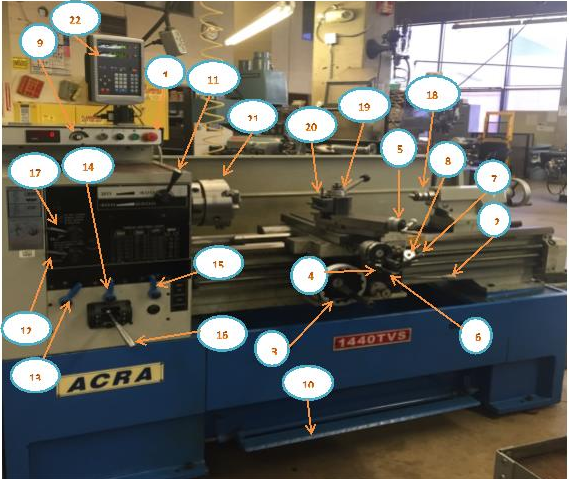
Figure 1. Pièces d’un tour
1. Mise sous tension/hors tension
2. Avance/retour de la broche (basculer la poignée vers le haut ou vers le bas)
3. Volant du chariot 4. Volant d’alimentation transversale
5. Manivelle d’alimentation composée
6. Engagement du chariot/alimentation transversale
7. Demi-écrou de filetage
8. Cadran de filetage
9. Vitesse de la broche
10. Frein
11. Gamme haute/basse de la broche
12. Inversion du fil/de l’alimentation (pousser/tirer)
13. Plages d’alimentation (A, B, C)
14. Plages d’alimentation (R, S, T)
15. Gammes d’alimentation (V, W, X, Y, Z) – V et Z sont des réglages pour le filetage
16. Boîte de vitesse
17. Boîte de vitesse basse/haute
18. Contre-pointe
19. Porte-outil
20. Porte-outil
21. Mandrin à trois mâchoires
22. Sélecteur de filetage/d’alimentation DRO (Digital Read Out) (voir article 15)
Sécurité du tour
Comme toujours, nous devons être conscients des exigences de sécurité et tenter de respecter les règles de sécurité afin d’éliminer les blessures graves pour nous-mêmes ou pour les autres.
Porter des lunettes, des manches courtes, pas de cravate, pas d’anneaux, ne pas essayer d’arrêter le travail à la main. Arrêtez la machine avant d’essayer de vérifier le travail. Vous ne savez pas comment elle fonctionne ? -Ne la faites pas fonctionner. N’utilisez pas de chiffons lorsque la machine est en marche.
1. Retirez la clé du mandrin immédiatement après utilisation. Ne mettez pas le tour en marche si le mandrin est toujours dans la clé de serrage.
2. Tournez le mandrin ou le plastron à la main à moins qu’il y ait des problèmes de serrage ou de dégagement.
3. Il est important que le mandrin ou le plastron soit bien serré sur la broche du tour.
4. Déplacez le porte-outil à une distance sûre du mandrin, de la pince de serrage ou du plastron lorsque vous insérez ou retirez votre pièce.
5. Placez le support de poteau d’outil à la gauche de la glissière composée. Cela garantira que la glissière composée ne se heurtera pas à la broche ou aux fixations du mandrin.
6. Lors de l’installation et du retrait des mandrins, des plaques frontales et des centres, assurez-vous toujours que toutes les surfaces d’accouplement sont propres et exemptes de bavures.
7. Assurez-vous que la mèche de l’outil est affûtée et présente des angles de dégagement corrects.
8. Serrez la mèche de l’outil aussi court que possible dans le porte-outil pour l’empêcher de vibrer ou de se casser.
9. Appliquez et maintenez uniformément les fluides de coupe. Cela empêchera le morphing.
10. Ne faites pas fonctionner une broche filetée en marche arrière.
11. Ne jamais faire fonctionner la machine plus rapidement que la vitesse recommandée pour le matériau spécifique.
12. Si un mandrin ou un plastron est bloqué sur le nez de la broche, contactez un instructeur pour le retirer.
13. Si un limage est effectué sur un travail tournant dans le tour, limer à gauche pour éviter de glisser dans le mandrin.
14. Arrêtez toujours la machine avant de prendre des mesures.
15. Arrêtez la machine lorsque vous retirez de longs copeaux filandreux. Retirez-les avec une paire de pinces.
16. Assurez-vous que la contre-pointe est verrouillée en place et que les réglages appropriés sont effectués si le travail est tourné entre les centres.
17. Lors du tournage entre les centres, évitez de couper complètement la pièce.
18. N’utilisez pas de chiffons lorsque la machine est en marche.
19. Retirez les outils du porte-outil et de la contre-pointe avant le nettoyage.
20. N’utilisez pas d’air comprimé pour nettoyer le tour.
21. Faites attention lorsque vous nettoyez le tour. Les outils de coupe sont tranchants, les copeaux sont tranchants et la pièce à usiner peut être tranchante.
22. Assurez-vous que la machine est éteinte et propre avant de quitter l’espace de travail. Retirez toujours la clé du mandrin après utilisation, évitez le chahut, gardez la zone du sol propre. Faites attention lorsque vous nettoyez le tour, les outils de coupe sont tranchants, les copeaux sont tranchants et la pièce peut être tranchante.
Voici quelques questions qui sont importantes lors de l’utilisation d’un tour :
– Pourquoi la vitesse de coupe appropriée est-elle importante ?
Lorsqu’elle est réglée trop haut, l’outil se casse rapidement, du temps est perdu pour remplacer ou reconditionner l’outil. Une CS trop faible entraîne une faible production.
Savoir :
– Profondeur de coupe pour l’ébauche.
– Profondeur de coupe pour la finition.
Noter que les plus grandes coupes d’ébauche vont de .010 à .030 selon le matériau usiné, et de .002 à .012 pour l’avance de finition pour les différents matériaux.
– Vitesse d’avance pour la coupe d’ébauche
– Vitesse d’avance pour la coupe de finition
Veuillez noter que l’avance pour les coupes d’ébauche varie de .005 à .020 selon le matériau usiné, et de .002 à .004 pour l’avance de finition pour les différents matériaux.
Terminologie des outils de coupe
Il existe de nombreux outils différents qui peuvent être utilisés pour les opérations de tournage, de dressage et de tronçonnage sur le tour. Chaque outil est généralement composé de carbure comme matériau de base, mais peut inclure d’autres composés. Cette section couvre les différentes apparences et utilisations des outils de coupe du tour.
|
Figure A:représente un outil de tournage standard pour créer un épaulement semi-carré. S’il y a suffisamment de matière derrière l’arête de coupe, l’outil peut également être utilisé pour l’ébauche. |
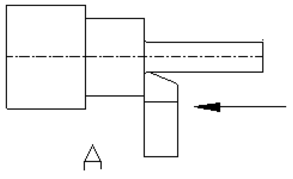 Figure A |
|
Figure B:représente un outil de tournage standard avec un angle d’attaque. Cet angle permet de réaliser des coupes d’ébauche lourdes. Ititalso possible de tourner l’outil pour créer un épaulement semi-carré. |
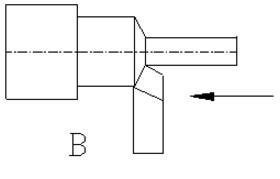 Figure B |
|
Figure C:le nez a un très grand rayon, ce qui aide aux finitions fines sur les coupes légères et lourdes. L’outil peut également être utilisé pour former un rayon de coin. |
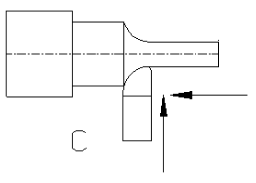 Figure C |
|
Figure D:représente un outil de tournage standard tourné. Son nez conduit l’arête de coupe pour créer des coupes de finition légères sur le diamètre extérieur et la face de l’épaulement. |
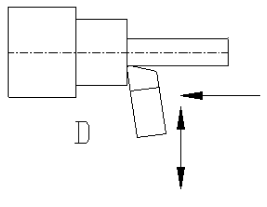
Figure D |
|
Figure E:représente un outil de forme. On peut rectifier différentes formes dans l’outil, qui seront reproduites sur la pièce. |
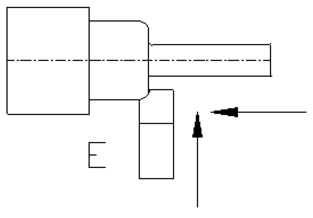 Figure E |
|
Figure F:représente un outil de surfaçage. Cette fraise est utilisée pour faire face à l’extrémité d’une pièce afin d’obtenir une finition lisse et plate. Si la pièce a un trou au centre, utilisez un demi-centre pour stabiliser et soutenir la pièce. |
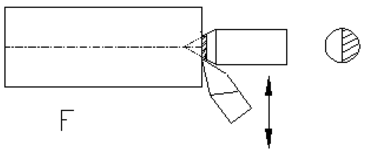 Figure F |
|
Figure G:représente un outil de rainurage ou de sous-coupe. Comme illustré, il est utilisé pour découper des rainures dans la pièce à usiner. Lorsqu’il y a des dégagements appropriés, l’outil peut couper profondément, ou couper à gauche ou à droite. |
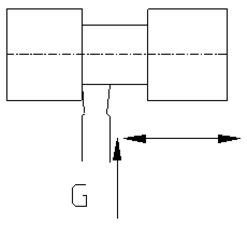 Figure G |
|
Figure H:représente un outil à tronçonner. Les outils de tronçonnage coupent le stock à une certaine longueur. Cet outil nécessite une lame et un support préformés. |
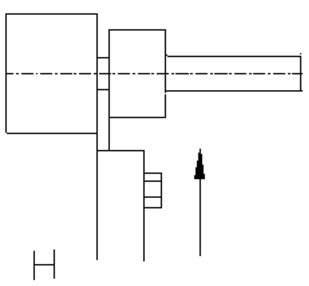 Figure H |
|
Figure I:représente un outil de filetage à 60° utilisé pour fileter la matière. |
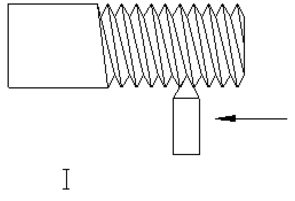 Figure I |
Pour mettre en place un outil de coupe pour l’usinage
– Déplacez le montant de l’outil sur le côté gauche du reposoir composé.
– Montez un porte-outil dans le porte-outil de sorte que la vis de réglage du porte-outil dépasse d’environ 1 pouce le porte-outil.
– Insérez l’outil de coupe approprié dans le porte-outil, en faisant en sorte que l’outil dépasse de 0,500 pouce le porte-outil.
– Réglez la pointe de l’outil de coupe à la hauteur du centre. Vérifiez-le avec la règle droite ou la contre-pointe.
– Serrez fermement le montant de l’outil pour l’empêcher de bouger pendant une coupe

Figure 2 : Montant de l’outil et porte-outil
Pour monter la pièce dans le tour
– Vérifiez que le centre de la ligne tourne vrai. S’il ne tourne pas droit, retirez le centre, nettoyez toutes les surfaces et remplacez le centre. Vérifiez de nouveau la justesse.
– Nettoyez les points centraux du tour et les trous centraux de la pièce à usiner.
– Réglez la broche de la contre-pointe jusqu’à ce qu’elle dépasse d’environ 3 pouces de la contre-pointe.
– Desserrez l’écrou de serrage de la contre-pointe ou le levier.
– Placez l’extrémité de la pièce dans le mandrin et faites glisser la contre-pointe vers le haut jusqu’à ce qu’elle supporte l’autre extrémité de la pièce.
– Serrez l’écrou de serrage de la contre-pointe ou le niveau.

Figure 3 : Pièce à usiner dans le tour
Installation d’un outil de coupe
– Les porte-outils sont utilisés pour tenir les outils de coupe du tour.
– Pour installer, nettoyez le porte-outil et serrez les boulons.
– Le porte-outil du tour est fixé au montant de l’outil à l’aide d’un levier à dégagement rapide.
– Le montant de l’outil est fixé à la machine à l’aide d’un boulon en T.
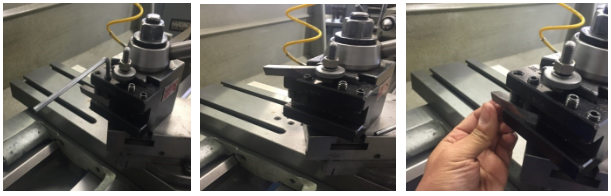
Figure 4 : Installation d’un outil de coupe
Positionnement de l’outil
Pour repositionner l’outil de coupe, déplacez le chariot transversal et la selle du tour à la main. Des avances motorisées sont également disponibles. Les procédures exactes dépendent de la machine. Le composé fournit un troisième axe de mouvement, et son angle peut être modifié pour couper des cônes à n’importe quel angle.
1. Desserrez les boulons qui maintiennent le composé fixé à la selle.
2. Faites pivoter le composé à l’angle correct, en utilisant le comparateur situé à la base du composé.
3. Resserrez les boulons.
4. La fraise peut être alimentée à la main selon l’angle choisi. Le composé n’a pas d’alimentation électrique.
5. Si nécessaire, utilisez les deux mains pour une vitesse d’avance plus douce. Cela fera une finition fine.
6. Le composé et le chariot transversal ont des cadrans micrométriques, mais la selle n’en a pas.
7. Si plus de précision est nécessaire lors du positionnement de la selle, utilisez un indicateur à cadran qui est fixé à la selle. Les indicateurs à cadran s’appuient sur des butées.
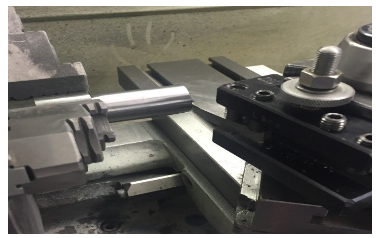
Figure 5 : Positionnement de l’outil
Centrage de la pièce
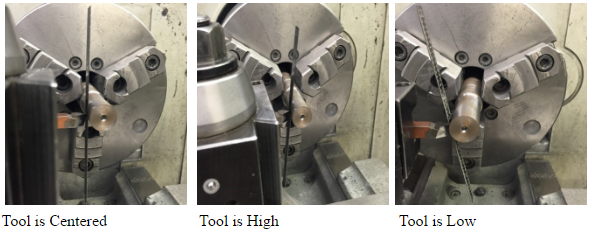
Règle en acier
1. Placez la règle d’acier entre la pièce et l’outil.
2. L’outil est centré lorsque la règle est verticale.
3. L’outil est haut lorsque la règle est penchée vers l’avant.
4. L’outil est bas lorsque la règle est penchée vers l’arrière.
Centre de la contre-pointe
1. Référencez le centre de la contre-pointe lors du réglage de l’outil.
2. Positionnez la pointe de l’outil avec le centre de la contre-pointe.

TEST UNIT
1. Veuillez énumérer les dix pièces les plus importantes du tour.
2. Veuillez énumérer cinq consignes de sécurité du tour.
3. Pourquoi la vitesse de coupe est-elle importante ?
4. Qu’est-ce qu’un porte-outil ?
5. Où monte-t-on un porte-outil ?
6. Jusqu’où étend-on l’outil de coupe dans le porte-outil ?
7. Veuillez énumérer trois outils de coupe différents ?
8. Veuillez décrire le positionnement de l’outil ?
9. Expliquez comment centrer la pièce à usiner.
10. Quelles sont les deux façons de centrer la pièce à travailler?
10.
Laisser un commentaire