Compreender a potência do fio EDM
On Janeiro 8, 2022 by admin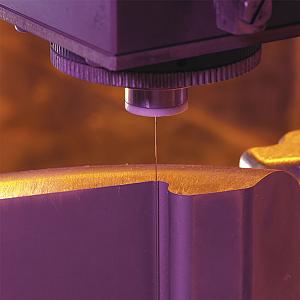
Foto cortesia da Makino.
Máquina de electro-erosão por fio (EDM) existe há décadas, mas esta tecnologia nunca eclipsou outros processos de maquinação no chão de fábrica. Isso porque a EDM oferece uma proposta de valor interessante – é capaz de cortar qualquer peça que seja condutora, independentemente da sua dureza, onde a remoção convencional de metal é desafiadora ou impossível, mas o processo em si é gradual. Os especialistas concordam que as lojas sempre foram algo apreensivas quando se trata de adotar esta tecnologia.
“A EDM tem tido o estigma de ser uma arte negra”, disse Brian Pfluger, gerente da linha de produtos EDM, Makino, Mason, Ohio. “Lojas com pouca ou nenhuma experiência não estavam dispostas a explorar esta tecnologia, mas certamente houve uma mudança a partir de agora.”
“Embora a EDM de fio ainda tenha apenas uma pequena quota de mercado, ela definitivamente tem o seu lugar”, disse Steve Raucci, gerente de produto de EDM, Methods Machine Tools, Inc. “Embora a EDM de fio ainda tenha apenas uma pequena quota de mercado, ela definitivamente tem o seu lugar”, disse Steve Raucci, gerente de produto de EDM, Methods Machine Tools, Inc. “Aeroespacial e médico são alguns dos setores da indústria que implementam a EDM, mas a indústria de armas de fogo é outro grande participante no mercado de EDM. A EDM é um processo lento, mas ainda há peças que têm de ser produzidas com um fio. Por vezes não há outra forma de o fazer”
Os fabricantes têm-se concentrado no quão pequeno e fino o processo de EDM poderia ser. No entanto, nos últimos anos, o processo em si tem atingido um pouco de um planalto. Tem havido algumas áreas de melhoria. Por exemplo, os especialistas argumentaram que mesmo há 10 anos atrás, componentes aeroespaciais críticos para a segurança nunca teriam sido produzidos em uma EDM. No entanto, as fontes de alimentação e o fio foram adaptados para garantir que as peças possam ser produzidas sem reformulação e com espessura de material variável com facilidade.
“Quando você precisa produzir cantos afiados ou nervuras profundas, características em que uma ferramenta de fresagem convencional não consegue descer, a EDM de fio é uma ótima opção”, disse Sean Smith, gerente de vendas da GF Machining Solutions, Mississauga, Ont. “Estas máquinas são versáteis, e vemos especialmente uma necessidade em áreas onde os materiais estão se tornando mais duros, com alto teor de níquel, o que aumenta a pressão sobre as ferramentas e os fusos”. A EDM é perfeita para estas aplicações”
EDM capturou uma quota de mercado única e, apesar de certas características terem um planalto, um desenvolvimento veio no tamanho do envelope de trabalho.
“Estamos vendo um aumento no tamanho da peça nas indústrias que a EDM tende a servir”, disse Evan Syverson, gerente de negócios de aditivos e HSM, Sodick Inc., Schaumburg, Illinois. “Isso realmente começou a influenciar algumas das especificações e design destas máquinas. A pegada da máquina está a crescer em resposta ao tipo de trabalho que estamos a ver, particularmente no eixo Z”
EDMS FOR ADDITIVE MANUFACTURING
Além dos sectores tradicionais, a fabricação de aditivos metálicos (AM) é uma nova oportunidade de mercado para a EDM. A maioria dos fabricantes oferece uma gama de máquinas EDM, desde modelos básicos até máquinas top de linha com todos os sinos e apitos. Entretanto, as máquinas projetadas para peças metálicas impressas em 3D têm uma função muito específica.
“As peças metálicas 3D são construídas sobre uma placa base, que precisa ser removida”, explicou Syverson. “Quando uma peça é impressa, normalmente tem um curso relativamente largo do eixo XY, mas para removê-la dessa chapa, ela precisa ser reorientada, para que possa ser erguida e separada com uma EDM de fio”
Essas máquinas precisam de um eixo Z relativamente alto para poder acomodar as peças e não precisam ser capazes de realizar várias passagens de peças ou produzir uma precisão super alta. A EDM para peças impressas em 3D requer velocidade geral e a capacidade básica de remover uma peça da placa base. Mais fabricantes estão focados em fornecer máquinas projetadas para este segmento de mercado à medida que a AM se torna mais comum.

Os últimos controles intuitivos permitem até mesmo ao operador mais inexperiente fazer ajustes muito precisos e especializados na máquina sem a necessidade de conhecer a tecnologia subjacente. Foto cortesia da Makino.
CONTROLE DE JUSTIÇA
Fabricantes desta tecnologia adaptaram o sistema para torná-lo fácil de usar, dissipando a noção de que a EDM é uma espécie de “magia negra” que só os especialistas na área podem operar.
“A atualização dos sistemas de controle ajudou a eliminar o medo do desconhecido, onde os operadores não querem apertar os botões errados ou não entendem como interagir com a máquina”, disse Pfluger.
Os últimos controles intuitivos permitem que até o operador mais inexperiente faça ajustes muito precisos e especializados na máquina, sem necessariamente precisar conhecer a tecnologia subjacente. As interfaces gráficas, que proporcionam inúmeros controles adaptativos, facilitam o ajuste de parâmetros pelo operador para se adequar ao trabalho. Isto é especialmente importante porque muitas vezes pode ser um desafio encontrar operadores qualificados que tenham experiência prévia em EDM.
“Os controles e a tecnologia tornaram-se mais simples e fáceis de operar do que eram há 10 anos atrás”, disse Raucci. “A interface permite ao operador selecionar o diâmetro do fio, a espessura do material, e assim por diante”. A máquina calculará os parâmetros de corte necessários para a realização do trabalho”. Raucci acrescentou que esta é uma melhoria significativa nos últimos anos. Quando ele começou no negócio, os parâmetros de corte foram encontrados em manuais, e se o que um operador estava procurando não estava incluído, ele teria que brincar com as especificações para obter as opções certas.
“Agora, tudo que você realmente precisa saber é o tamanho da peça, a tolerância que você está procurando, a qualidade da superfície que você está tentando alcançar, juntamente com o arame que você escolher”, disse Smith. “Agora é fácil como preencher os espaços em branco no controle. A máquina assume a partir daí”
As máquinas também vêm com recursos para ajudar no ganho de produtividade. Os fabricantes reconheceram que adicionar um modo econômico ou opções de economia de energia é benéfico para os usuários que operam a máquina em cenários de falta de luz.
Smith dá o exemplo de executar um trabalho durante o fim de semana, onde não há pressa em ter a peça concluída o mais rápido possível. Recursos como o modo econômico reduzirão os parâmetros de operação, economizando fio e consumo de energia. Assim, em vez de ter uma peça terminada no sábado à tarde, funcionando com custos operacionais totais, a peça pode ser terminada várias horas mais tarde com a máquina funcionando em modo de economia de energia.
O Fio
“Um dos grandes empurrões no mercado hoje em dia é a capacidade de enfiar o fio na fenda”, disse Pfluger. Quando um fio quebra, o que pode acontecer, essa capacidade permite que o fio seja enfiado novamente bem no ponto de quebra em vez de ter que ir até o início.
“Você quase não poderia ter as operações de quebra de luz se não tivesse um sistema de detecção de quebra”, disse Syverson.
Os fabricantes estão focados no desenvolvimento de enfiadores de fio avançados que aumentam a produtividade, oferecem melhor confiabilidade e melhoram o processamento das peças”. Ter um sistema que também detecta a quebra do fio e alerta o operador facilita o restabelecimento e o funcionamento eficiente da máquina.

Retenção de balas evita que as balas caiam e elimina a necessidade de grampos. Um sistema automático de alimentação de fio pode enfiar através do kerf, o que permite a utilização total deste recurso. Foto cortesia de Methods Machine Tools.
Wire threaders and break detection systems are important components, but Pfluger explained that one of the biggest costs of machine operation, besides paying an operator to run the machine, is the wire itself. Mais fabricantes estão se concentrando em desenvolver configurações mais eficientes da máquina que consumam menos fio, mantendo a qualidade da peça.
Isso tem levado muitos fabricantes a oferecerem agora a tecnologia de fio de grande diâmetro. Por exemplo, a Pfluger explicou que o fio mais comum tem um diâmetro de 0,25 mm, mas cada vez mais operadores estão usando um fio mais pesado, como um fio de 0,3 mm de diâmetro, porque ele oferece benefícios de velocidade. Geralmente, quanto mais rápido a máquina opera, mais um operador tem que sacrificar o acabamento e o desempenho de precisão dos arames tradicionais usando arames de maior diâmetro. Entretanto, os fabricantes estão desenvolvendo ajustes otimizados na máquina que oferecem o mesmo acabamento de superfície e precisão usando o calibre mais alto que o arame tradicional. Isto permite uma economia de tempo de ciclo de mais de 20%, especialmente em cortes brutos. Também reduz o consumo de arame, o que leva a uma significativa economia de custos.
LIGHTS-OUT OPERATIONS
Wire EDM tem algumas limitações incorporadas e variáveis da máquina que tornam a automatização um desafio, razão pela qual a automação robótica nunca foi uma tendência comum com esta tecnologia. Mas os especialistas concordam que mais clientes estão perguntando sobre formas de automatizar o processo.
“Estamos vendo cada vez mais células EDM com automação especializada”, disse Raucci. “Há dez anos não havia nada assim. As células tendem a ter múltiplas máquinas EDM com automação do sistema ferroviário. Esta tendência está a tornar-se mais popular devido ao aumento dos custos de mão-de-obra e à falta de operadores qualificados”
Raucci observou que ainda há uma grande divisão no que os clientes procuram. Ele disse que alguns gostam da máquina padrão com um único operador, enquanto outros saltam com a capacidade total de apagar as luzes. Isto poderia incluir uma mesa rotativa com automação adicional e uma sonda. A incorporação da sonda garante a qualidade da peça, o que pode ser extremamente benéfico para qualquer um que queira executar operações de apagamento de luzes.
“Adicionar automação é definitivamente uma forma de os clientes serem mais competitivos no mercado”, acrescentou Smith. “Eles podem ir desde um sistema muito básico de troca de paletes até robôs multieixo que ajudam a carregar as máquinas”.
Os especialistas concordaram que a automação e as operações de lights-out estão facilitando o acesso das lojas à tecnologia. No entanto, Smith advertiu que as lojas que procuram incorporar uma célula robótica também precisam garantir que elas sempre tenham suprimento de arame suficiente para tirar o máximo proveito da tecnologia. Na sua maioria, as máquinas hoje em dia podem conter cerca de 55 lbs. de arame, o que dá aproximadamente 80 horas de tempo e energia de corte sem supervisão.
“A própria tecnologia percorreu um longo caminho ao longo dos anos”, disse Syverson. “Se um operador pode usar os controles e o software de programação a bordo, a máquina funciona essencialmente sozinha. E agora, com a automação, há mais maneiras do que nunca para as lojas aproveitarem as capacidades únicas da EDM”, disse Brian Pfluger. “Um dos grandes empurrões no mercado hoje em dia é a capacidade de enfiar o fio na fenda”, disse Brian Pfluger. Foto cortesia de Makino.
Makino, www.makino.com
Methods Machine Tools, www.methodsmachine.com
Sodick, www.sodick.com
Deixe uma resposta